Содержание:
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами. Технические трудности пайки изделий и деталей из алюминияПаять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
Подготовка к пайке алюминиевых деталейБольшое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
Выбор припоя и флюса для алюминияПрипои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии. Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения. Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие. Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности. Спаивание компонентов из алюминияПорядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт. Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
|





electric-220.ru
используемые материалы, методы, подготовка деталей
Пайка алюминия — сложный процесс, поскольку на поверхности образуется оксидная плёнка, которая мешает проведению работ. Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.

Пайка алюминия
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.

Пайка алюминия с припоем
Сфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.

Медный купорос
Подготовка деталей
В ходе подготовки к проведению работ необходимо использовать следующие способы обработки поверхностей:
- при помощи растворителя выполняется обезжиривание, применяется ацетон, уайт-спирит, бензин;
- удаляется оксидная плёнка при помощи абразивных инструментов либо применяется паяльник или газовая горелка для нанесения флюса.
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
- необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
- временной интервал между очисткой и пайкой должен быть минимальным;
- для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
- выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
- если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
- при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
- залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
- при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
- пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
- использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
- пламя горелки всегда должно быть направлено в противоположную от себя сторону;
- для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
- флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
- состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
- чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 450 для увеличения поверхности контакта;
- после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди, кремния.
metalloy.ru
Пайка алюминия в домашних условиях не так уж и сложна :: SYL.ru
Паять металлические изделия люди приспособились еще в древние времена, как только научились выплавлять олово и свинец. Конечно, самым простым способом крепления металлических изделий между собой является применение обычного болта с гайкой, ведь это не требует их предварительной подготовки, использования различных припоев, флюсов и т. п. Тем не менее, пайка металлов широко применяется как в промышленных масштабах, так и в быту.
 Прежде чем начать паять, поверхность соединяемых деталей зачищают с помощью наждачной бумаги или напильником и смазывают флюсом. Нагретый паяльник погружается в нашатырь или канифоль для очистки его от оксидов металлов, после чего расплавленный припой переносится на место пайки.
Прежде чем начать паять, поверхность соединяемых деталей зачищают с помощью наждачной бумаги или напильником и смазывают флюсом. Нагретый паяльник погружается в нашатырь или канифоль для очистки его от оксидов металлов, после чего расплавленный припой переносится на место пайки.Что касается алюминия или его сплавов, то здесь происходит быстрое окисление спаиваемой поверхности, и обычные способы пайки не дают ожидаемого результата. Дело в том, что поверхность алюминиевых изделий сверху покрыта очень тонкой, эластичной, но в тоже время довольно прочной пленкой окисла алюминия. После удаления ее механическим способом вновь очищенная поверхность от соприкосновения воздухом моментально покрывается пленкой окисла. Несмотря на это, пайка алюминия в домашних условиях возможна. Если пайка выполняется с помощью оловянно-свинцовых припоев, можно воспользоваться следующим способом.
 На место предстоящей пайки наносят жидкое минеральное масло, и уже под слоем масла поверхность зачищается лезвием ножа или скребком для удаления пленки окисла. После этого необходимо наносить припой сильно нагретым паяльником. Обычно для этого достаточно паяльника мощностью 50 Вт. Для алюминиевых изделий толщиной более 1 мм лучше использовать инструмент большей мощности.
На место предстоящей пайки наносят жидкое минеральное масло, и уже под слоем масла поверхность зачищается лезвием ножа или скребком для удаления пленки окисла. После этого необходимо наносить припой сильно нагретым паяльником. Обычно для этого достаточно паяльника мощностью 50 Вт. Для алюминиевых изделий толщиной более 1 мм лучше использовать инструмент большей мощности.Вместо минерального можно использовать масло для швейных машин или вазелиновое, но лучше всего для этой цели подходит оружейное масло. В используемом припое должно содержаться не менее 50% олова. Хороший результат достигается при применении легкоплавкого припоя ПОС-61. Если выполняется пайка алюминия толщиной 2 мм и более, до нанесения на место пайки масла поверхность необходимо хорошо прогреть паяльником.
Также можно на шов наносить канифоль, смешанную с мелкими железными опилками. Залуженным напильником протирается место шва с добавлением припоя. Опилки играют роль абразивного материала, снимая острыми гранями с поверхности изделия пленку окисла. В результате олово прочно пристает к поверхности, а пайка алюминия происходит более надежно.
 Чтобы работа происходила особенно эффективно, паяльник следует слегка модернизировать. Для этого рабочая часть медного стержня притупляется таким образом, чтобы на нем образовалась площадка шириной 4-5 мм, после чего ножовкой необходимо сделать небольшой продольный пропил (7-8 мм). Из ножовочного полотна, предварительно прокаленного на огне, нужно вырезать небольшой кусочек (1-2 мм), обработать его для удаления окалины 20% смесью серной или соляной кислоты, поместить в пропил и сильно обжать в тисках. Такой наконечник более эффективно будет удалять оксидную пленку с поверхности, а алюминий будет лучше схватываться припоем.
Чтобы работа происходила особенно эффективно, паяльник следует слегка модернизировать. Для этого рабочая часть медного стержня притупляется таким образом, чтобы на нем образовалась площадка шириной 4-5 мм, после чего ножовкой необходимо сделать небольшой продольный пропил (7-8 мм). Из ножовочного полотна, предварительно прокаленного на огне, нужно вырезать небольшой кусочек (1-2 мм), обработать его для удаления окалины 20% смесью серной или соляной кислоты, поместить в пропил и сильно обжать в тисках. Такой наконечник более эффективно будет удалять оксидную пленку с поверхности, а алюминий будет лучше схватываться припоем.В промышленных условиях пайка алюминия и его сплавов также выполняется обычным паяльником с применением флюса, состоящего из смеси олеиновой кислоты с йодидом лития.
www.syl.ru
Чем паять алюминий в домашних условиях

Флюс для пайки алюминия
Когда-то в давние времена я думал, что пайку алюминия производят на заводах и в домашних условиях ее не делают. Однако со временем это заблуждение развеялось. Эта статья о том как паять алюминий в домашних условиях и о том, чем паять алюминий.
В школе раньше затрагивалась тема алюминия на уроках химии и физики о его свойствах, он обладает прекрасными электропроводными свойствами, теплопроводностью, но очень плохо поддается пайке. Трудность его пайки связана с тем, что на зачищенной поверхности моментально образуется оксидная пленка, весьма стойкая к различным агрессивным средам.
Припой
Как-то раньше встречал такую информацию, что пайку производят припоем состоящим из олова и цинка или олова и висмута. Однако практика показывает, что он вполне нормально паяется обычными припоями ПОС 40 и ПОС 60. Чем паять, не важно, главное как.

Механическая прочность такой пайки небольшая, но в основном требуется не прочность, а электропроводность стыка. Чем еще можно паять алюминий кроме этих припоев не скажу, не пробовал. Можно паять и свинцом, главное, что бы хватило мощности паяльника и нагревался он до достаточной температуры.
Паяльник
Как уже было упомянуто выше алюминий обладает повышенной теплопроводностью, не зря из него делают радиаторы охлаждения. Поэтому для пайки больших элементов, мощность паяльника должна быть большой 100 — 200 Вт. Если конечно это два небольших провода, то возможно будет достаточно мощности в 60 — 100 Вт.

Флюсы
Сейчас с выбором средств нет проблем, а раньше чем только не приходилось пользоваться, что бы залудить алюминий — аспирином, техническим вазелином, солидолом. Я для пайки алюминия в домашних условиях остановил свой выбор на двух хороших флюсах Ф-64 и ФТБф — А , так же неплохие результаты у флюса ФИМ. Это самое главное пожалуй, чем лучше флюс, тем легче пайка.
Главное не нарваться на подделку, а такого сейчас хватает, купишь такой «Флюс для пайки алюминия», а он не куда не годиться. К стати, к вопросу, чем еще можно залудить алюминий, существует такой флюс Ф-34, это можно сказать как раз по составу и есть аспирин. Залудить алюминий можно и «паяльным жиром»
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким.
Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик.
Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача. Немного практики и все.
admin 23.01.2014
data-matched-content-rows-num=»4,8″ data-matched-content-columns-num=»1,4″ data-matched-content-ui-type=»image_stacked» data-ad-format=»autorelaxed»>
xn--80aanab4adj2bicdg1q.xn--p1ai
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны. Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварочный провод — паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет

Внутри зип-пакет с проволокой и инструкцией

Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.

Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.

Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.

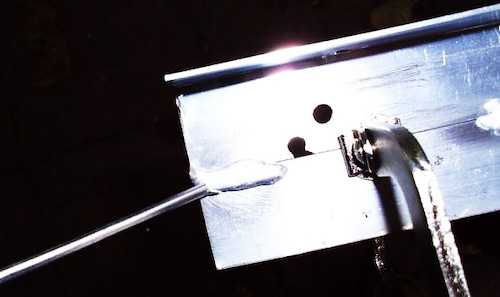
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять

И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.

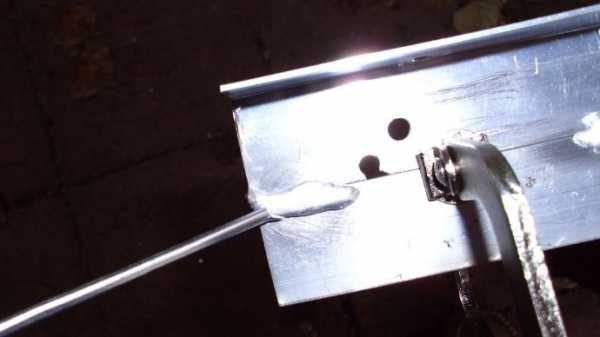
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу

Из-за флюса поверхность мутнеет.

Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.

Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.

Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось

Крупнее справа

И слева. Тут видно, что трубка начала рваться над швом.

Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.

Вид немного портит мутная пленка, но она легко убирается

Снизу так же хорошо протекло

Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.

Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
mysku.ru
правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиgoodsvarka.ru
