технология и особенности :: SYL.ru
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.

Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.

Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка

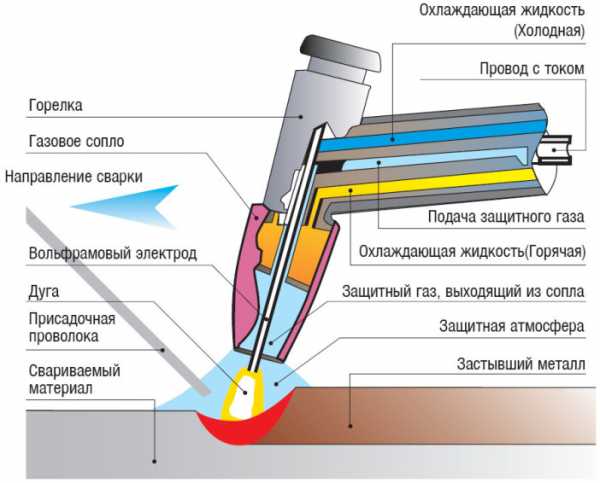
В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка

В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка

Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.

Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.

Заключение
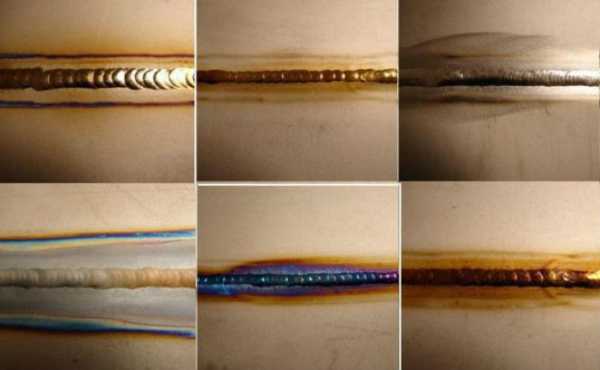
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
www.syl.ru
Сварка титана и его сплавов: технология и особенности
Легкие и прочные титановые сплавы находят широкое применение благодаря стойкости к коррозии, прочности. Сварка титана усложняется химической активностью горячего металла, он одновременно реагирует с компонентами воздуха: кислородом, азотом, водородом, образуя непластичные соединения, ухудшающие качество шва.

Особенности сварки титана и его сплавов
При работе шов необходимо защищать с обеих сторон. Защитным флюсом покрывают зону прогрева около ванны расплава. Важно правильно подготовить кромки. Долго их не прогревают, титан начинает реагировать с водородом при 250°С. Чтобы сваривать в домашних условиях детали из титана, необходимо контролировать температуру, при 400°С титановый сплав способен воспламениться при доступе кислорода.
Для защиты титана в рабочей зоне используют:
- металлические накладки;
- флюсовые составы;
- газовые подушки, их создают с помощью насадочных камер.
При соединении труб делают заглушки, заполняют участок защитной атмосферой. Сплавы ВТ1–ВТ5 варить легче, шов получается плотным. При работе со сплавами ВТ15–ВТ22 применяют метод отжига швов для повышения их прочности.
Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Максимальный ток при работе с 4 мм деталями – 140 А, 10 мм – до 200 А.
Аргонодуговая сварка титановых сплавов автоматом или полуавтоматом плавящимися электродами эффективна при использовании насадок, локализующих защитную атмосферу в нужной зоне. При ручной сварке титана аргоном:
- нужен ток постоянной полярности напряжением от 10 до 15В;
- электрод направляется вперед под углом;
- скорость образования шва – не меньше 2–2,5 мм/сек;
- присадка подается перпендикулярно;
- шов формируется на короткой дуге точными движениями;
- до охлаждения шов обдувается аргоном.
Расход инертного газа в минуту с внешней стороны 5–8 л, с обратной поверхности стыка достаточно 2 л/мин.
Электрошлаковая сварка
Применяется для толстостенных и кованых деталей из титановых сплавов, легированных алюминием и оловом. Рабочие параметры тока (варьируются в зависимости от толщины детали):
- сила от 250 до 330А;
- напряжение — 24-38В.
Такую нагрузку способен обеспечить мощный трансформатор. На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
Контактная сварка
Варить титан токоподающими электродами, образующими дугу внутри металла, можно несколькими способами:
- Встык соединяют элементы с площадью сечения от 150 до 104мм2. Сила постоянно тока от 1,5 до 50А, максимальный вылет электродов – 20 см.
- Точечно, способ применим для соединения титанового сплава внахлест. Получается прочный, но не герметичный шов. В зависимости от толщины листов сила сжатия электродов – от 1,9 до 6,8 кН; диаметр точки от 4 до 8 мм; импульсный ток от 7 до 12 кА.
- Роликовый – непрерывный ряд овальных точек, образующих шов. Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
- Конденсаторный способ схож с роликовым, импульс формируется в конденсаторной батарее, достигает 2100 в. Дуга прожигает титан до 1,5 мм толщиной, оксиды, ухудшающие соединение, испаряются.
Электронно-лучевая сварка
Мелкозернистый шов на титане до 160 мм создается мощным лучом. Пользоваться электронно-лучевой сваркой титана удобно при монтаже воздуховодов для отходящих газов. Этим способом соединяют стальные и титановые сплавы с образованием прочных соединений.
Контроль качества
Процесс сварки титановых сплавов регламентирован госстандартом ИСО 5817-2009. В зависимости от легирующих добавок прочность соединения составляет от 60 до 80% прочности сплава. Оксидная пленка видна сразу, цвет зависит от степени окисления титана:
- желтая – среднее качество соединения, прочность удовлетворительная;
- коричневый или фиолетовый – шов непрочный, нарушена технология.
Пористость возникает при контакте с водородом, если скорость подачи аргона низкая.
svarkaprosto.ru
Как варить титан?(TIG, аргон) — Аргонщик.рф на DRIVE2
Так как меня часто спрашивают, как заварить тот или иной материал, решил отписывать статейки, которые помогут начинающим в ТИГ сварке.

Титан варится на постоянном токе, с обязательным поддувом противоположной стороны шва(см от сварщика).
Титан, как всем известно штука интересная. Он прочный и легкий, в отличии от того же алюминия из титана можно изготавливать пайпинг полностью, те впуск и выпуск, НО это не совсем экономически выгодно.
Ответ, как варить титан, в принципе прост.
-Поверхность перед сваркой должна быть очищена механически и желательно химически.
-Обязательно обеспечить поддув аргона с противоположной стороны шва(читай от сварщика).
-Использовать титановую присадку(например ВТ-1,в зависимости от свариваемого материала)
Сам процесс сварки мало чем отличается от сварки нержавейки, за исключением большей площади обдувки аргоном.
Если в сварочном источнике есть функция «заварки кратера» или «плавного спада дуги», то лучше ими воспользоваться, для получения шва более высокого качества. Так же нужно помнить о функции подачи газа после сварки, для защиты разогретого титана после завершения процесса сварки.
Сварочные режимы превышать нельзя, тк будут образовываться его окислы, что в последствии приведет к разрушению материала.
Я всегда могу вам помочь со сваркой в среде аргона. Сварка титана в Истре и Дурыкино
Следующий пост о сварке
Всем бобра!
Наша страница на DRIVE2:
5 лет Метки: как заварить титан, сварка титана аргоном, сварка титана в истре и дурыкино, где заварить титан, где заварить глушитель, где заварить алюминий, где заварить аргоном, где заварить литой диск, где заварить чугун
www.drive2.ru
Сварка титана в домашних условиях
Как и чем варить титан? Сварка титана: технология и особенности :
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.

Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.

Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка

В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка

В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка

Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.

Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Т
samsvar.ru
Сварка титана — описание технологии и пошаговая инструкция
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.

- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.

Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Указанные фазы можно стабилизировать, введя в металл определенные добавки и легирующие элементы – O, N, Al (для α) или V, Cr, Mn (для β). Поэтому титановые сплавы, в зависимости от вида присадок, делятся на группы:
- ВТ1 – ВТ5.1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
- ВТ 15 – 22. Группа β – сплавов свариваются намного хуже, причем возможно появление холодных трещин. Размеры зерен структуры при этом увеличиваются, а это отражается на качестве соединения сегментов в худшую сторону. Плюс в том, что термообработка частично повышает прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β, по сути, промежуточное звено. Свойства таких сплавов во многом определяются видом и процентным содержанием введенных добавок.
Сам по себе титан (в чистом виде) практически не используется. Причина – недостаточная прочность. Поэтому говоря о его сварке, всегда подразумевается, что речь идет о каком-либо сплаве. То есть металл + легирующий элемент.
Основные способы сварки титана
Не все распространенные технологии применимы к этому металлу и его сплавам. Главная причина – химическая активность титана. Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Используемые для сварки титана методики
- Дуговым флюсом.
- Холодная.
- Электронным лучом (плазменно-дуговая).
- В среде аргона. Наиболее популярный вариант, хотя есть и некоторые другие.
Особенности сварки титана
- Высокая скорость технологической операции. Это связано с тем, что длительное термическое воздействие на отдельном участке приводит к изменению структуры материала из-за увеличения размера зерен. Как следствие – металл становится ломким (хрупким).
- Полная изоляция от атмосферы. Причем не только рабочей зоны (сварочной ванны), но и тех участков, которые разогреваются до +625 (и более) ºС.
Сварка титана (сплавов) аргоном
Преимущества:
- Высокое качество сварного соединения.
- Работа на малых токах. Следовательно, можно сваривать детали небольшой толщины (тонкостенные), так как вероятность прожога практически исключена.
- Возможность наращивания объема детали на дефектных участках (например, в местах образования раковин).
- Получение шва с любыми параметрами, что позволяет обрабатывать (соединять) как крупногабаритные образцы, так и сравнительно мелкие.
Подготовка свариваемых образцов (кромок)
Механическая обработка и обезжиривание, при необходимости – травление кислотой. Задача – полное удаление пленки оксидов примерно на 20 мм от подлежащих соединению кромок. Специфика в том, что вся работа должна проводиться в защитных перчатках (рукавицах). Касание деталей руками недопустимо из-за возможного загрязнения сплава.
Если механической очистки недостаточно, то прибегают к газокислородной (с помощью горелки).
Что можно использовать:
- Наждачная бумага.
- Шаберы.
- Щетки металлические с проволокой из «нержавейки» сечением 0,25 (±5) мм или иные подходящие приспособления (абразивные материалы).
- Раствор фтора, кислота соляная (подогретые до 60 – 65 ºС).
 Критерии оценки качества подготовки
Критерии оценки качества подготовки
 Критерии оценки качества подготовки
Критерии оценки качества подготовки- Отсутствие на образце заусениц, трещин, вкраплений и так далее.
- Ровный серебристый оттенок титанового сплава.
Проволока
Она выбирается в соответствии с группой сплава, подлежащего сварке (см. выше). На бирке (или упаковке) обязательно есть необходимая информация, так как вся продукция маркируется.
Что учесть
Перед применением проволока зачищается (если необходимо, шкуркой не выше № 12) и обезжиривается. Ее можно готовить и заранее, но в этом случае она герметизируется (например, заворачивается в п/э) и помещается в плотно закрывающийся пенал (тубу). Но хранение в таких условиях – не более 5 суток.
Горелка
Для сварки титана любая не подходит. Используются модели с соплом из керамики и специальной (газовой) линзой.
Процесс сварки
Условия
- Электрод – вольфрамовый.
- Ток – постоянный, прямой полярности.
- Подача проволоки – непрерывная.
Сварку титана вручную возможна, если получается организовать местную защиту рабочей зоны. Вспоминаем – металл довольно быстро окисляется. Предохранение от этого лицевой стороны обеспечивается газовой струей (аргон + гелий). А как быть с тыльной? Наиболее распространенный вариант – накладки из меди или стали, которые плотно прижимаются к месту стыка свариваемых кромок. Но это применимо, если обрабатываются детали простой конфигурации.
Сложные в этом плане образцы, когда шов довольно часто меняет направление, свариваются в специальных камерах, в режиме полу- или полностью автоматическом. В таком закрытом объеме можно контролировать и поддерживать на необходимом уровне газовую среду. Предварительно рабочие камеры вакууммируются, после чего заполняются аргоном. Мастер ведет сварку в специальном скафандре.
Перед началом операции проверяется качество очистки кромок. Достаточно провести по участкам будущей рабочей зоны салфеткой или тряпочкой белого цвета, чтобы понять, необходима ли еще одна, дополнительная, «финишная» подготовка металла.
Сварка ведется встык, присадка используется лишь для образцов с толщиной стенок более 1,5 мм. Сечение плавящейся проволоки, которая при этом применяется – от 1,2 до 1,8 мм. Защитная среда несколько иная – аргона меньше (порядка 20%), а гелия больше (соответственно, около 80%). Хотя эти данные – приблизительные. Этим обеспечивается снижение пористости и получение более широкого шва.
Результат работы визуально оценить несложно. Серебристый оттенок – шов хороший, желтоватый или с синевой – качество не на высоте.

Остается добавить, что при сварке титана, равно как и других металлов и сплавов, должны неукоснительно выполняться все требования по ТБ.
Автор надеется, что эта статья окажется полезной для читателя. Успехов в сварочном деле!
ismith.ru
Чем заварить титановую лопату — Строительный портал №1
 Для тех или иных способов сварки предусматриваются различные условия и требования к тем или иным конструктивным элементам, а также подготовки деталей, кромок этих деталей, размеров швов и так далее. Все эти параметры, характеристики и условия, регламентируются и присутствуют в ГОСТе. Так, для сварки стали и титана, выдвигаются особые требования, которые следует соблюдать. Поэтому сейчас, мы рассмотрим технологию сварки титана со сталью, а также то, что необходимо соблюдать в этом случае.
Для тех или иных способов сварки предусматриваются различные условия и требования к тем или иным конструктивным элементам, а также подготовки деталей, кромок этих деталей, размеров швов и так далее. Все эти параметры, характеристики и условия, регламентируются и присутствуют в ГОСТе. Так, для сварки стали и титана, выдвигаются особые требования, которые следует соблюдать. Поэтому сейчас, мы рассмотрим технологию сварки титана со сталью, а также то, что необходимо соблюдать в этом случае.
Самая основная задача во время сварки титана и стали – это выбор подходящих сварочных материалов, а также методов и различных режимов сварки. В этих режимах должны соблюдаться все условия для того чтобы было предотвращение или резкое подавление образования различных хрупких, так называемых, интерметаллических фаз, которые имеют следующий вид — FeTi и Fe2Ti.
Обычная сварка титана и стали не даст никаких положительных результатов. Поэтому, для сваривания этих материалов, пользуются сваркой в аргоне с применением вольфрамового электрода. Или же, реже, однако все же находит применения сварка через специальные промежуточные вставки. Очень хорошие результаты получаются в случае использования этого способа. Так, применяются комбинированные вставки, которые состоят из технического талана (давление которого, Р=700 МПа), а также из термообрабатываемой бронзы типа БрБ2.
 Таким способом, бронзу сваривают с углеродистыми или аустенитными сталями, с помощью аргонодуговой сварки, с использованием неплавящихся электродов. При этом, титан сваривают с танталом, в специальной камере, где создаются подходящие условия, а также контролируемая атмосфера. Предел прочности при соединении с бронзой достигает 490 МПа, а после закалки бронзы, она увеличивается до 605 МПа. Отметим, что закалка производится до сварки.
Таким способом, бронзу сваривают с углеродистыми или аустенитными сталями, с помощью аргонодуговой сварки, с использованием неплавящихся электродов. При этом, титан сваривают с танталом, в специальной камере, где создаются подходящие условия, а также контролируемая атмосфера. Предел прочности при соединении с бронзой достигает 490 МПа, а после закалки бронзы, она увеличивается до 605 МПа. Отметим, что закалка производится до сварки.
Комбинированные вставки из вышеупомянутой бронзы БрБ2, а также ниобия, применяют при сварке титана с помощью аргонодуговой сварки, и с применением вольфрамового электрода. Этот процесс происходит в специальной камере, нагнетая контролируемую атмосферу титана ОТ4-1, толщина которой составляет от 0,8-2 мм. Прочность соединения при минимальной толщине в 0,8 мм, будет равна 530-650 МПа, а угол изгиба при этом может составить 72-180°. При толщине титана в 2 мм, эти характеристики равны 400-450 МПа и 41-60°, соответственно.
stroyka.radiomoon.ru
Сварка титана аргоном — нюансы технологии
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
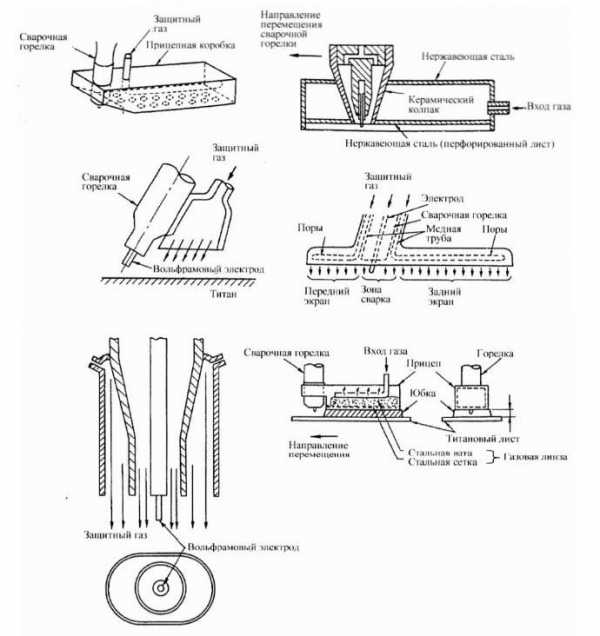
Схемы приспособлений
Подготовка материала
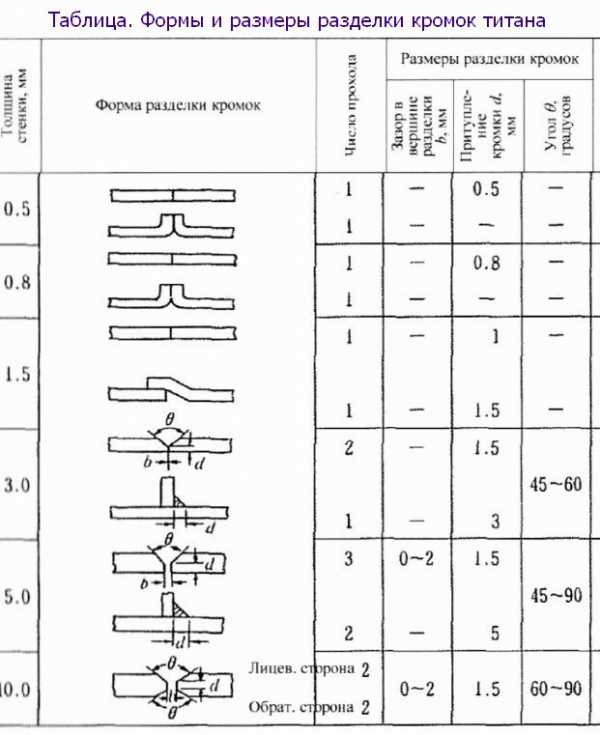
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
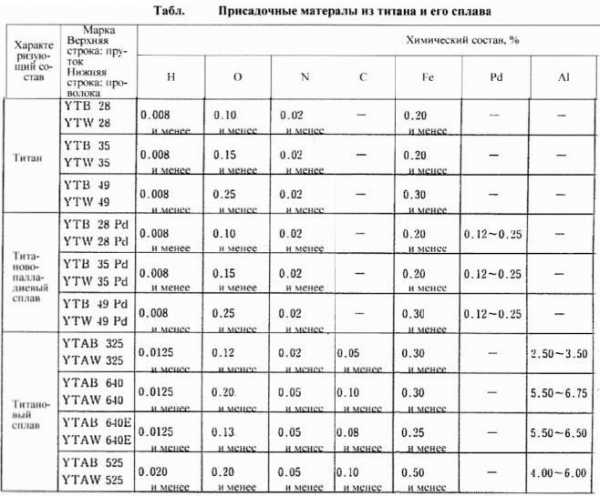
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
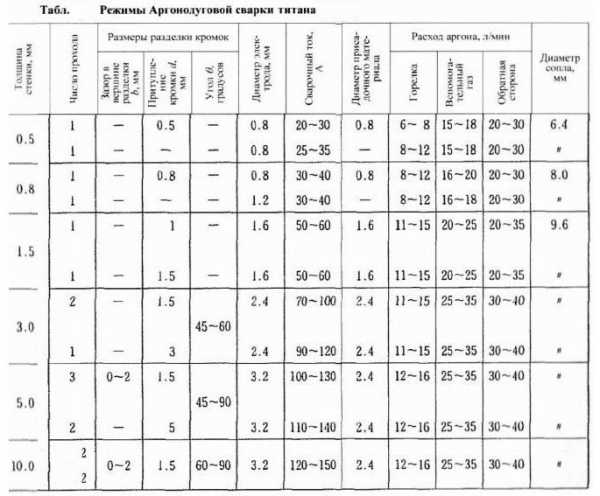
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
Загрузка…plavitmetall.ru
