Как правильно паять паяльником с канифолью и оловом?
В наше время, когда устройство многих бытовых приборов не предполагает какого-либо ремонта, кроме замены узлов, паяльник превращается в этакое экзотическое приспособление, хранящееся на самой дальней полке с инструментами. Но пока есть провода и клеммы, он вполне может пригодиться для того, чтобы продлить жизнь некоторой домашней электрической технике.
Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.
И тогда пайку произвести будет невозможно – по всему столу будут кататься остывающие блестящие оловянные капли, а детали при этом остаются разъединенными.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью.
Выбираем инструмент и материалы
Чтобы пайка стала успешной, потребуется всего лишь электропаяльник, а из материалов – припой и канифоль.
В особых случаях может понадобиться также паяльная кислота или дополнительный набор специальных флюсов. Тогда с помощью паяльника и припоя вполне возможно соединить не только медные провода и латунные детали, но даже нержавеющую сталь. Но для начала лучше все же овладеть самой элементарной пайкой медных проводов и соединений с латунными деталями электроприборов. Для таких операций вполне достаточно иметь обыкновенный припой из олова и канифоль, не считая паяльника.
Для удобства работы можно подготовить негорючую подставку для паяльника, так как размещать раскаленный электроприбор на столе или верстаке и не слишком удобно, и пожароопасно. Кроме того, нужно проследить за расположением провода и розетки, чтобы случайно не зацепить провод рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ
– спайка тонких проводов, пайка электросхем или плат, спайка массивных деталей – используют разные по мощности и диаметру жала паяльники.Хорошо, если у прибора есть терморегулятор, позволяющий температуру прогрева установить заранее.

Более дешевые варианты электропаяльников такой опции не имеют, кроме того, разные модели могут существенно отличаться по своей мощности.
Если опыта работы с паяльником нет, то вполне подойдет инструмент средней мощности (до 40 Вт).
В продаже можно встретить канифоль в разных формах. Особых преимуществ у какого-либо ее вида нет, но твердую канифоль легче хранить.
Припой выпускается в виде тонкой оловянно-свинцовой проволоки. Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Существует так же припой в виде тонкой трубки, свернутой в рулон и заполненной канифолью или другим флюсом. В некоторых случаях использование такого припоя дает неплохой результат.
Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние.
Зачистку проводят мелким напильником или надфилем, в некоторых случаях – наждачной бумагой. По окончании зачистки жало протирают плотной тканью.
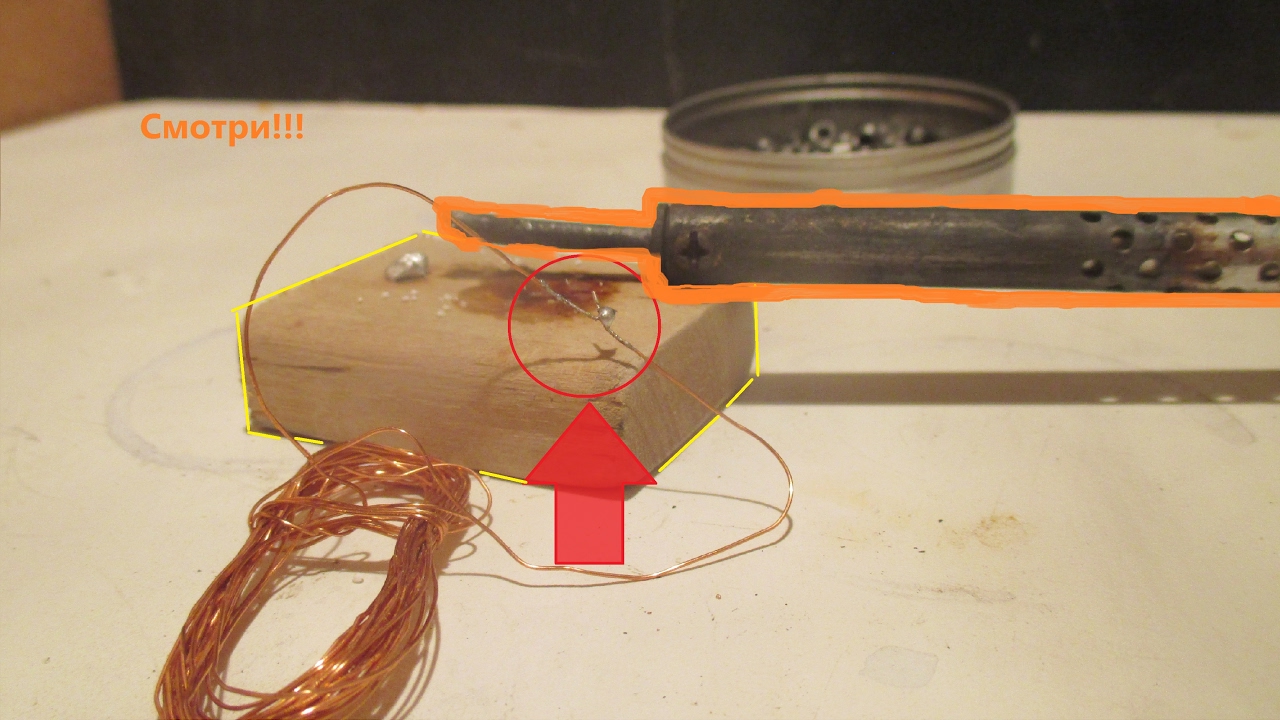
Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.
Для этого понадобится канифоль, а затем и припой.
Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.
Пайка оловом требует несколько больших усилий, но и соединение обычно получается более прочным.

Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.
Рекомендации
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней.
Для удержания мелких деталей необходимым инструментом станет пинцет.
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.
|
главная основы элементы примеры расчетов любительская технология общая схемотехника радиоприем конструкции для дома и быта связная аппаратура телевидение справочные данные измерения обзор радиолюбительских схем в журналах обратная связь реклама
|
что такое электрический ток подготовка рабочего места техника безопасности немного о пайке
ЧЕТЫРЕ СЕКРЕТА ПАЙКИ «Неужели даже в таком деле, как пайка
деталей, есть секреты?» — спросите вы.
Четвертый
секрет — правильное соединение
проводов при пайке и хороший прогрев места
спайки деталей. Если надо спаять концы двух
залуженных проводников, плотно прижмите их
друг к другу и к месту касания приложите
паяльник с каплей припоя на конце жала. ПОС-90 - температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм. кв., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово — 90 %, Сурьма - 0,15%, Свинец — остальное. ПОС-60
— температура
плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х
мм.кв., используется для пайки высоко ответственных соединений, в том
числе и в радиотехнике. Состав: Олово — 60%, Сурьма — 0,8%, Свинец -
остальное. ПОС-50 — температура плавления — 222 градуса Цельсия, прочность на разрыв — 3,6 кГ х мм. кв., используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово — 50%, Сурьма — 0,8%, Свинец — остальное. ПОС-40 — температура плавления — 235 градусов Цельсия, прочность на разрыв — 3,2 кГ х мм. кв., используется для пайки менее ответственных токопроводящих деталей. Состав: Олово — 40%, Сурьма — 2%, Свинец — остальное. ПОС-30 — температура плавления — 256 градусов Цельсия, прочность на разрыв — 3,3 кГ х мм. кв., используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово — 30%, Сурьма — 2%, Свинец — остальное. ПОС-18
— температура
плавления — 277 градусов Цельсия, прочность на разрыв — 2,8 кГ х мм.
кв., используется для пайки при пониженных требованиях к прочности шва,
а также для лужения перед пайкой. ПОС-4-6
— температура
плавления — 265 градусов Цельсия, прочность на разрыв — 5,8 кГ х мм.
кв., используется для пайки с погружением в ванну с расплавленным
припоем. Состав: Олово 4%, Сурьма — 6%, Свинец — остальное. |
 Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье.
Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье. Для
наших целей лучше брать припой ПОС-60.
Для
наших целей лучше брать припой ПОС-60. Помешивая раствор
палочкой,
подсыпают канифоль до получения густой
кашицы. Такую канифоль наносят на
спаиваемые места тонкой палочкой или
кисточкой. Для пайки печатных плат флюс следует делать более жидким. Следует иметь в виду, что флюс на
базе ацетона токсичен! При использовании такого флюса
следует избегать вдыхания испарений ацетона!
Помешивая раствор
палочкой,
подсыпают канифоль до получения густой
кашицы. Такую канифоль наносят на
спаиваемые места тонкой палочкой или
кисточкой. Для пайки печатных плат флюс следует делать более жидким. Следует иметь в виду, что флюс на
базе ацетона токсичен! При использовании такого флюса
следует избегать вдыхания испарений ацетона! Вот тогда снова залудите его.
Вот тогда снова залудите его. Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с.
Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с.

 Состав: Олово — 18%, Сурьма — 2,5%,
Свинец — остальное.
Состав: Олово — 18%, Сурьма — 2,5%,
Свинец — остальное.Как правильно паять паяльником с канифолью: правила процесса
Любой начинающий специалист, связанный с обслуживанием и ремонтом радиоэлектроники сталкивается с необходимостью покупать прибор, предназначенный для качественной работы по соединению повреждённых участков микросхемы. Попробуем разобраться, как правильно паять паяльником с канифолью, что необходимо знать начинающему специалисту и мастеру с богатым багажом знаний.
Пайка с использованием канифоли
Основные принципы и правила проведения паяльных работ
Для того чтобы понять и выяснить, как правильно пользоваться паяльником для пайки проводов, необходимо иметь минимальный набор инструментария:
- Паяльник, желательно электрический от основного источника питания сети 220 вольт.

- Олово или иной взаимозаменяющие припои.
- Канифоль.

Мощность паяльника должен быть не более 40 Ватт, сеть питания стандартная- 220 Вольт. Для бытового использования вполне достаточно такой мощности прибора. Готовый припой понадобиться для качественного соединения деталей и узлов. В качестве основных компонентов припоя используем олово с компонентами свинца, а также традиционную канифоль. В розничной сети продаются готовые трубки, с расположенным внутри составом или специальная проволока. Последний вариант признан самым эффективным и лучшим по многим параметрам производительности.
Характеристики припоя и канифоли
Далее, разберёмся, как правильно паять паяльником с канифолью и оловом провода при выборе необходимой марки припоя. В этом случае подойдёт маркировка ПОС, так называемый оловянно-свинцовый припой. В маркировке присутствуют цифровые значения, так 60, это процентное содержание олова, а 40%- содержание свинца. В продаже можно найти припои, которые имеют высокое содержание свинца. Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.
Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.
Оловянно-свинцовый припой
Не последнюю роль в этом процессе играет канифоль, которая позволяет решить не только задачу, как правильно паять провода паяльником, но и поможет добиться необходимой прочности соединения. Основное предназначение канифоли, это удаление окислов с обработанных спаиваемых деталей. Использование канифоли является обязательным, так как медный наконечник при разогреве образует специфический нагара, мешающий качественному обеспечению прочности соединения деталей на микросхеме.
По своей природе, канифоль, это природный материал, который имеет в своем составе компоненты смолы с хвойных пород древесины, как правило, сосна. Вещество имеет специфический хвойный запах. В продаже имеется несколько вариантов канифоли, это жидкообразная масса или в твёрдом состоянии. Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Правила пайки канифолью
Теперь мы перейдём к практической части задачи, как правильно паять паяльником с канифолью и оловом провода сам процесс. Прежде всего, необходимо подготовить минимальный набор инструментов. Перед рабочим процессом как работать паяльником для проводов, необходимо сплющить жало и зачистить его как следует. В случае если жало не сплющено, рекомендуем это сделать самостоятельно, не повредив основной корпус прибора. Помните, чем тоньше жало, тем эффективней результат работы. Как правило, лучшим и оптимальным вариантом жала станет острием под углом 30-45градусов.
Основные правила пайки паяльником:
- Все работы должны проводиться при проветриваемом помещении, открываем окна.
- Включаем в сеть паяльник, дожидаемся, пока он прогреется, и уйдёт характерный запах. Необходимо чтобы жало прокалилось.
- Выключаем на время паяльник и очищаем наконечник от старой грязи.
- Снова включаем в работу прибор.
- Слегка проводим залуживание деталей и частей соединяемых фиксаторов деталей. Для этого дожидаемся, пока разогреется жало до нужной температуры, слегка касаемся канифоли и направляем жало на место обработки соединения.
- Чтобы взять необходимое количество припоя снова направляем раскалённое жало на канифоль. Прикладываем к сосновой доске и снова повторяем операции с оставшимися частями.
- Новичку необходимо поэкспериментировать на досуге, чтобы понять, как правильно паять медные провода паяльником.
- Типичная ошибка новичка, все работы по соединению проводить при оголённом жале, где отсутсвует припой и флюс. Это роковая ошибка может привести к возгоранию всей платы микросхемы.
- Далее, что нужно для пайки проводов паяльником для медных материалов. Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
- В процессе пайки сама канифоль начнёт дымиться (естественный процесс). Это означает, что провод обтекается необходимой массой канифоли, предназначенной для работы.
- В процессе пайки и выполнения задачи, какой паяльник нужен для пайки проводов, обращаем внимание, если цвет провода изменился с жёлтого на серебристый, то весь процесс прошёл вполне успешно.
- Теперь остаётся припаять оставшиеся 2 провода, но необходимо при этом концы залудить.
 Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.Что нужно знать, чтобы обеспечить меры безопасности пайки
Как и любой технологический процесс работы с электроинструментом, требует обеспечения мер безопасности. Какой мощности нужен паяльник для пайки проводов, мы уже определились, это не более 40 ватт, но для новичков лучше всего будет применение маломощного инструмента, вполне достаточно прибора до 20 Ватт. Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Процесс пайки проводов канифолью
Теперь попробуем разобраться, что можно паять паяльником? Да практически все, что связано с металлом, и необязательно радиоэлектронику. Повреждённые металлические ведра, посуда может снова иметь привлекательный вид, если мы добьёмся эффективной работы паяльника и необходимой группы припоя. В процессе работы используйте доступные сподручные материалы, например деревянный брусок, а также обычные слесарные инструменты – пассатижи, кусачки, молотки. Вам достаточно один раз попробовать эксперимент на несложном металлическом предмете, и тогда вы загоритесь большим желанием устранить дома дефекты на предметах домашнего обихода которые изготовлены из металла. При проведении любых работ с паяльником соблюдайте минимальные требования пожарной и электрической безопасности. Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
При проведении любых работ с паяльником соблюдайте минимальные требования пожарной и электрической безопасности. Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
90 фото инструкций, рекомендаций и советов для новичков
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.
Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.
Краткое содержимое статьи:
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.
Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.
Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.
Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.
Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.
Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90.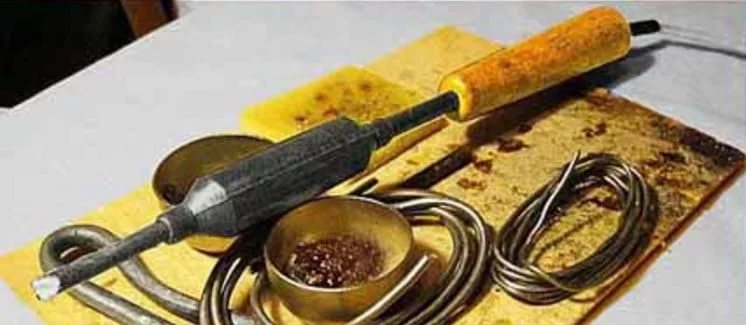 Цифра в данной аббревиатуре означает процентное содержание олова в припое.
Цифра в данной аббревиатуре означает процентное содержание олова в припое.
Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.
Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.
В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.
Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.
Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.
Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.
Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.
Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.
Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.
Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших – острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.
Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.
Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.
Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.
Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.
Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.
Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.
При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.
Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.
Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.
Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.
Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Фото рекомендации как паять
Также рекомендуем посетить:
Как правильно паять паяльником. Пайка проводов, транзисторов, светодиодов.
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично — электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).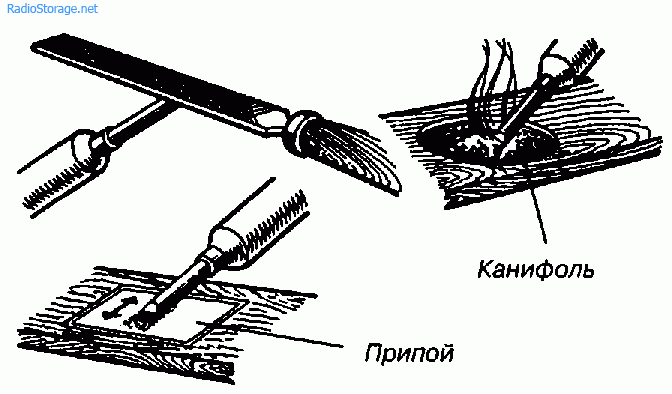
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее — сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс — сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки — процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
КАК ПАЯТЬ ПРОВОДА
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. | |
| Это результат. | |
| Можно предварительно скрутить зачищенные провода. | |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. | |
| Получится вот такое соединение. | |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. | |
Слева проводник предварительно накручивается на вывод светодиода, справа — паяется «внахлест». Первый способ надежнее, второй — более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. Первый способ надежнее, второй — более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. | |
| Это просто конечный результат. |
© 2012-2020 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Записки мастера. Часть 3. Паяльные дела — android.mobile-review.com
28 марта 2017
Макс Любин
Вконтакте
Привет!
Продолжаем узнавать про самостоятельный ремонт на дому, без похода в сервис.
Сегодня речь пойдет про азы паяльных работ.
Рабочее место
При проведении паяльных работ обеспечьте хорошую вентиляцию и освещение. А также, сделайте свое рабочее место удобным по высоте. Мне гораздо удобнее, когда стол, на котором я произвожу паяльные работы, находится чуть ниже чем обычный письменный стол. Таким образом меньше устают плечи. Настоятельно рекомендую обзавестись подложкой на стол, на котором вы будете паять. Это защитит поверхность стола от повреждения паяльником. На мой взгляд, отличным вариантом является коврик из плотного силикона. Он не боится высоких температур, и при этом на нем не скользят детали. Купить можно в любом бытовом супермаркете.
А также, сделайте свое рабочее место удобным по высоте. Мне гораздо удобнее, когда стол, на котором я произвожу паяльные работы, находится чуть ниже чем обычный письменный стол. Таким образом меньше устают плечи. Настоятельно рекомендую обзавестись подложкой на стол, на котором вы будете паять. Это защитит поверхность стола от повреждения паяльником. На мой взгляд, отличным вариантом является коврик из плотного силикона. Он не боится высоких температур, и при этом на нем не скользят детали. Купить можно в любом бытовом супермаркете.
Техника безопасности
Оснастите свое рабочее место надежным держателем для паяльника, который у вас не получится случайно смахнуть рукой или сдернуть за провод. Уберите от паяльника все легко воспламеняющиеся материалы. Замечательно, если лежащий на своем месте паяльник будет защищен от возможности к нему прикоснуться (домашние животные очень любят их нюхать или трогать, и поверьте будет не очень приятно носиться по дому за орущим котом или собакой, у которых распух нос или лапа от знакомства с поверхностью такого интересного предмета). То же самое справедливо и по отношению к маленьким детям.
То же самое справедливо и по отношению к маленьким детям.
Инструмент и материалы
Что нам понадобится для пайки? Для начала, конечно паяльник со сменными жалами (в идеале паяльная станция). Как я уже писал в предыдущей статье, для начала своей ремонтной деятельности лучше всего использовать паяльник небольшой мощности (25W), таким образом вы сведете к минимуму риск перегреть, а значит вывести из строя элементы на плате.
Основными расходными материалами, которые потребуются вам для пайки, являются припой и флюс.
Припой
Припой – материал, используемый для соединения различных элементов методом пайки.
В качестве припоя, в ремонте электроники чаще всего используют сплав олова с различными материалами.
Существуют припои с разной температурой плавления. Если вы не планируете паять алюминиевые кастрюли, вам подойдет самый популярный вид припоя – ПОС-61, который состоит из 61% олова и 39% свинца. Температура его плавления 190 С.
ПОС-61, это мой основной вид припоя. Он бывает в различных формах, начиная от толстых прутков, слитков, и заканчивая тонкими, полыми трубками, внутренности которой заполнены флюсом (канифолью). Таким образом мы получаем удобный материал «2 в 1», использование которого существенно упрощает нам жизнь. Благодаря такой конструкции нет необходимости отрываться от процесса пайки и опускать жало паяльника в канифоль.
Но, не всегда получается использовать ПОС-61. В процессе ремонта электроники нередко возникает необходимость паять элементы, чувствительные к перегреву, которые необходимо паять при низкой температуре. В этом случае я использую в качестве припоя сплав Розе (ПОСВ-50). Он состоит из трех элементов, олово – 25%, свинец – 25%, висмут – 50%.
Особенностью этого сплава является очень низкая температура плавления, всего 94С (ниже температуры кипения воды). В этом случае можно не беспокоится о возможном перегреве схемы. Однако, важно понимать, что не стоит паять сплавом Розе элементы, в процессе эксплуатации, подвергающиеся воздействию высоких температур.
Кроме ПОС-61 и ПОСВ-50 существует довольно большое количество припоев, для различных условий пайки, но я рассказываю лишь о собственном опыте и о домашнем применении, поэтому ограничусь этими двумя видами, которые использую.
Флюсы
Флюс – активное вещество, с помощью которого паяемые поверхности очищаются от оксидов, и обеспечивается лучшее растекание припоя и его контакт с поверхностью.
Вот тут начинающего мастера ждет раздолье, и одновременно муки выбора.
Все флюсы можно поделить на две больших категории: 1 — агрессивные, 2 — не агрессивные. Агрессивные обычно сделаны на базе различных кислот, активно воздействующих на поверхности, поэтому после применения их обязательно нужно смыть с помощью Flux-off. Не агрессивные в своей основе как правило имеют всем хорошо знакомую канифоль.
Самый простой способ – купить флюс в любом магазине радиодеталей. Я чаще всего использую ЛТИ-120.
Но и в домашних условиях можно сделать оба вида флюса самостоятельно. Первый, самый простой способ – толченую канифоль в пропорции 50/50 залить спиртом и взболтать. По мере испарения спирта, флюс будет густеть. Просто добавьте спирта, чтобы снова получить нужную консистенцию. Важно: добавляйте спирт в канифоль, до нужной консистенции, а не в мастера, до кондиции. 🙂
Первый, самый простой способ – толченую канифоль в пропорции 50/50 залить спиртом и взболтать. По мере испарения спирта, флюс будет густеть. Просто добавьте спирта, чтобы снова получить нужную консистенцию. Важно: добавляйте спирт в канифоль, до нужной консистенции, а не в мастера, до кондиции. 🙂
Кроме этого, если по каким-то причинам, вам нужен агрессивный флюс, можно залить спиртом обычный аспирин, который прекрасно справится с этой ролью. Только будьте готовы к неприятному запаху при пайке.
Кроме всего прочего, настоятельно рекомендую обзавестись маленькими кусачками, надфилем (напильником) и несколькими пинцетами. Надфиль вам понадобится для зачистки паяльника, кусачки для откусывания лишних ножек с деталей или снятия изоляции с проводков, ну а пинцет, чтобы держать детали во время пайки.
Начало
Жало у паяльников бывает двух основных видов.
- Медное (или из сплава меди).
- Никелированное, его еще называют вечным или несгораемым.

На этапе обучения, я бы все-таки советовал бы медное жало — им паять проще. Никелированное требует особого ухода и очень не любит механических воздействий. Его нельзя зачищать напильником, царапать, шкурить. Чистить рекомендуется только мокрой тканью. А еще, чтобы им паять, необходимо не только не давать ему греться выше 300 градусов, но соблюсти целую технологию, для которой больше подходит слово ритуал, иначе припой просто не будет липнуть на жало.
С медным жалом таких заморочек нет, но в отличии от никелированного, оно имеет свойство выгорать, так как в процессе пайки медь постепенно растворяется в припое. Поэтому медное жало необходимо периодически править и чистить от окалины.
Новый паяльник с медным жалом перед началом работ нужно привести в боевую готовность – прогреть и залудить.
При первом включении вы можете почувствовать запах гари. Не пугайтесь, это нормально. В паяльнике выгорает лишняя смазка. Это быстро пройдет.
Первый прогрев можно осуществлять в течении 10-15 минут. После прогрева, надфилем (мелким напильником), зачищаем жало и сразу после этого, пока оно не окислилось, макаем в канифоль, а затем сразу в припой. Если у вас трубчатый припой с канифолью, то можно на паяльнике расплавить некоторое количество такого припоя. Наша задача достичь результата, при котором основная рабочая поверхность жала будет равномерно покрыта припоем.
После прогрева, надфилем (мелким напильником), зачищаем жало и сразу после этого, пока оно не окислилось, макаем в канифоль, а затем сразу в припой. Если у вас трубчатый припой с канифолью, то можно на паяльнике расплавить некоторое количество такого припоя. Наша задача достичь результата, при котором основная рабочая поверхность жала будет равномерно покрыта припоем.
После того, как подготовили паяльник, необходимо подготовить элементы, которые мы будем паять. Для этого их нужно залудить. Лудим их так же как готовили жало паяльника.
Рекомендую начинать учиться паять не с телефонов, которые вы собираетесь ремонтировать, а с крупных деталей, например, ненужных проводов.
После того, как паяльник и детали подготовлены, наша задача припаять их друг к другу. Для этого необходимо поднести спаиваемые делали друг к другу, кисточкой нанести нужное количество флюса (без излишеств) прижать детали друг к другу, а затем взяв на жало чуть-чуть припоя (ровно столько, чтобы хватило на спайку и при этом не осталось так называемых «соплей»), пропаять. Желательно, чтобы получалось с первого раза. Не нужно греть соединение слишком долго (помним про перегрев детали). В итоге должно получиться ровное, аккуратное, соединение, с тонким слоем припоя. Качественное место спайки должно блестеть. Если припой получился матовым, скорее всего не хватило температуры.
Желательно, чтобы получалось с первого раза. Не нужно греть соединение слишком долго (помним про перегрев детали). В итоге должно получиться ровное, аккуратное, соединение, с тонким слоем припоя. Качественное место спайки должно блестеть. Если припой получился матовым, скорее всего не хватило температуры.
Принцип пайки паяльником одинаков для разных деталей.
Позже, когда вы освоите уверенную пайку крупных деталей с одного прикосновения, можно будет попробовать свои силы на мелких деталях телефонов (ножки системных разъемов и т.д.). Настоятельно рекомендую не начинать осваивать азы паяльного дела с мелких деталей. Скорее всего не получится, и придется отдавать мастеру на восстановление.
В свое время мне очень понравились несколько видео на данную тематику. Меня подкупило качество картинки и ракурсы. Советую посмотреть:
- https://youtu.be/b15MMzb_GWw
- https://youtu.be/5uiroWBkdFY
На этом канале еще не одно подобное видео.
Обратный процесс
Зачастую, перед впайкой новой детали, необходимо выпаять предыдущую. Иногда для этого недостаточно просто разогреть деталь. Вам может потребоваться удалить старый припой. Для этого существуют специальные аппараты – отсосы. Но учитывая их стоимость, в домашних условиях проще обойтись старым проверенным методом – медной оплеткой. Специальные мотки такой оплетки продаются в любом магазине электротехники, наряду с припоями и флюсами.
Для того, чтобы удалить старый припой, необходимо приложить оплетку в нужное место, капнуть (смазать) флюсом, а затем прижать к нему паяльник. Расплавленный припой впитается в оплетку и позволит освободить деталь.
Заключение
На словах данный процесс не представляет ничего сложного, и кажется простым. Но на деле, не всегда получается достичь нужного результата.
Как говорится, мужчины, это случайно выжившие мальчики. J И хоть паяльные дела не столь опасны, как плавка аккумуляторных свинцовых пластин над костром и изготовление бомбочек из магния и марганцовки, скорее всего если вы решите попробовать себя в паяльном деле, то столкнетесь и с обожженными пальцами, и со слезящимися глазами, и с неприятным запахом.
Стоит оно того или нет, решать вам, но для меня, ощущение, когда сделанная тобою вещь вновь работает, сродни маленькому чуду, на которое способен каждый, при должном желании и усердии.
Как правильно паять | Сделай сам
О важности хороших, надежных электрических контактов между проводниками и деталями радиосхемы мы уже упоминали. Об этом напомним еще не один раз, ибо надежные соединения и прочность монтажа схемы обеспечиваются только при помощи пайки.Основным инструментом для пайки является паяльник — стержень или кусок красной меди, нагреваемый на огне или электрическим током до температуры плавления припоя. Конец стержня запилен наподобие клина — это рабочая часть, или жало, паяльника.
Радиолюбители пользуются электрическим паяльником. Его стержень вставлен в железную трубку. Трубка обернута слюдой. поверх слюды намотана нихромовая проволока — это нагревательный элемент паяльника. Сверху проволока защищена слоем асбеста и металлическим кожухом. На другой конец трубки насажена деревянная ручка. при помощи вилки на шнуре, соединенном с проволокой нагревательного элемента, паяльник включают в штепсельную розетку электрической сети. Электрический ток раскаляет проволоку, а проволока отдает тепло медному стержню и нагревает его.
На другой конец трубки насажена деревянная ручка. при помощи вилки на шнуре, соединенном с проволокой нагревательного элемента, паяльник включают в штепсельную розетку электрической сети. Электрический ток раскаляет проволоку, а проволока отдает тепло медному стержню и нагревает его.
Желательно иметь два паяльника разных мощностей. Но если такой возможности нет, предпочтение надо отдать более удобному паяльнику.
Для пайки еще нужны припой и флюс.
Припоями называют легкоплавкие металлические сплавы, с помощью которых производят пайку. Иногда для пайки применяют чистое олово. Оловянная палочка имеет светлую серебристо-матовую поверхность и при изгибе или сжатии плоскогубцами издает хрустящий звук. Но чистое олово сравнительно дорого, поэтому применяют его только для залуживания и пайки посуды, предназначенной для приготовления и хранения пищи.
Для радиомонтажа обычно применяют оловянно-свинцовый припой, представляющий собой сплав олова и свинца. С виду он похож на чистое олово, но менее светлый — матовый.
Чем больше в припое свинца, тем он темнее. Однако, по прочности спайки оловянно-свинцовый припой не уступает чистому олову. Плавится он при температуре 180-200 градусов по цельсию. Удобнее пользоваться кусочком припоя в виде палочки.
Флюсами называют вещества, которые применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислились во время прогрева их паяльником. Без флюса припой не будет «прилипать» к поверхности металла.
Флюсы бывают разные. В мастерских, например, где ремонтируют металлическую посуду и другой домашний инвентарь, применяют «паяльную кислоту». Это раствор цинка в соляной кислоте. Для монтажа радиоаппаратуры такой флюс совершенно не пригоден, так как при прикосновении к нему паяльника он разбрызгивается и осаждается. загрязняет монтаж и со временем разрушает соединения, мелкие детали. Даже небольшая капелька кислоты, попавшая на тонкий обмоточный провод, через короткий промежуток времени переедает его.
Для радиомонтажа пригодны только такие флюсы, в которых совершенно нет кислоты. Одним из таких флюсов является канифоль. Если пайка производится в легко доступных местах, используется канифоль в кусочках. В тех случаях, когда трудно добраться до детали с кусочком канифоли, используют густой раствор канифоли в денатурированном или техническом спирте. Чтобы канифоль хорошо растворялась, ее нужно размельчать в порошок и всыпать в спирт. Так как спирт быстро улетучивается, такой флюс следует хранить в пузырьке с притертой пробкой, например из-под одеколона. Спиртово-канифольный флюс наносится на спаиваемые места предметов при помощи тонкой палочки или кисточки.
Одним из таких флюсов является канифоль. Если пайка производится в легко доступных местах, используется канифоль в кусочках. В тех случаях, когда трудно добраться до детали с кусочком канифоли, используют густой раствор канифоли в денатурированном или техническом спирте. Чтобы канифоль хорошо растворялась, ее нужно размельчать в порошок и всыпать в спирт. Так как спирт быстро улетучивается, такой флюс следует хранить в пузырьке с притертой пробкой, например из-под одеколона. Спиртово-канифольный флюс наносится на спаиваемые места предметов при помощи тонкой палочки или кисточки.
Рекомендуем для паяльника сделать подставку, а припой и канифоль держать в баночке (рис. 91) из алюминия. Эти простые приспособления создадут удобства в работе, а паяльник, припой и канифоль будут при этом содержаться в чистоте.
Умение хорошо паять — своего рода искусство, которое дается не сразу, а в результате некоторой практики. Секрет прочной и красивой пайки заключается в аккуратности и чистоте: если плохо зачищены проводники, загрязнен, плохо нагрет или перегрет паяльник, никогда не будет хорошей пайки.
Недостаточно горячий паяльник превращает припой в кашицу, которой паять нельзя. Признаком достаточного прогрева паяльника являются вскипание канифоли и обильное выделение дыма при соприкосновении ее с паяльником. Нормально нагретый паяльник хорошо плавит припой и не окисляется.
Рабочий конец паяльника должен быть всегда горячим и хорошо залужен — покрыт тонким слоем припоя. Залуживают паяльник так. Его разогревают, зачищают жало напильником или наждачной бумагой, опускают в канифоль и прикасаются им к кусочку припоя. После этого жало быстро трут о дерево, чтобы вся его поверхность покрылась тонким слоем припоя. Если припой не пристает даже к хорошо прогретому жалу. его нужно еще раз зачистить и вновь залудить. Паяльник можно считать хорошо залуженым тогда, когда жало равномерно покрыто слоем припоя и с его кончика при нагреве свисает капелька припоя.
Рабочий конец любого паяльника со временем «выгорает», на нем образуются углубления — раковины. Придать ему правильную форму можно с помощью напильника. Наиболее правильная и удобная форма рабочей части паяльника показана на рис. 92.
Наиболее правильная и удобная форма рабочей части паяльника показана на рис. 92.
Если при пайке будешь использовать жидкий канифольный флюс, то смачивай залуживаемую деталь этим флюсом при помощи палочки или кисточки, а затем прогревай деталь паяльником до тех пор, пока припой не растечется по ее поверхности.
Чтобы спаять залуженные проводники или детали, их надо плотно прижать друг к другу и к месту их соприкосновения приложить паяльник с капелькой припоя на жале.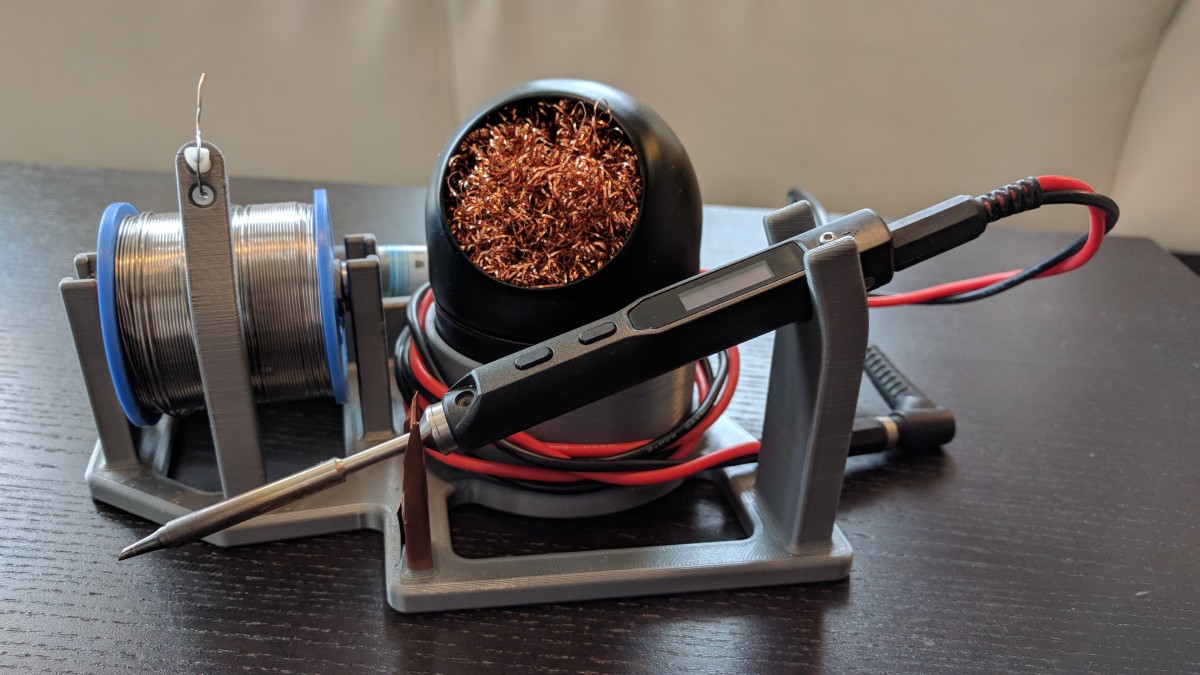 Как только место пайки прогреется, припой растечется и заполнит промежуток между деталями. Плавным движением паяльника следует равномерно распределить припой по всему месту спайки, а излишек снять паяльником же. После этого паяльник можно удалить — припой быстро затвердеет и прочно скрепит детали. Очень важно, чтобы спаянные детали после удаления паяльника не сдвигались с места, пока затвердевает припой. Иначе пайка будет непрочной.
Как только место пайки прогреется, припой растечется и заполнит промежуток между деталями. Плавным движением паяльника следует равномерно распределить припой по всему месту спайки, а излишек снять паяльником же. После этого паяльник можно удалить — припой быстро затвердеет и прочно скрепит детали. Очень важно, чтобы спаянные детали после удаления паяльника не сдвигались с места, пока затвердевает припой. Иначе пайка будет непрочной.
Если невозможно залудить поверхности спаиваемых деталей раздельно, их надо плотно прижать друг к другу, смазать место соприкосновения жидким канифольным флюсом (или поднести к нему кусочек канифоли) и прогреть паяльником, предварительно взяв на него припой. Прогревать детали следует до тех пор, пока припой не растечется по всему месту спайки.
Запомни: хорошей пайкой можно считать такую, при которой припой лежит не комком, а обливает место пайки со всех сторон.
Начинающие, еще не имеющие опыта радиолюбители иногда стараются «замазывать» место пайки припоем, а потом удивляются. почему не получается прочного соединения, хотя припоя израсходовано много. Искусство хорошей пайки заключается в том, чтобы сделать пайку при малом расходе припоя. А это достигается при хорошо прогретом и залуженном паяльнике. Только при этих условиях пайка получается прочной, аккуратной и красивой. На монтаж, выполненный таким образом, приятно смотреть самому и его не стыдно показать товарищам.
почему не получается прочного соединения, хотя припоя израсходовано много. Искусство хорошей пайки заключается в том, чтобы сделать пайку при малом расходе припоя. А это достигается при хорошо прогретом и залуженном паяльнике. Только при этих условиях пайка получается прочной, аккуратной и красивой. На монтаж, выполненный таким образом, приятно смотреть самому и его не стыдно показать товарищам.
На сегодня у меня все. До скорых встреч, ждите обновлений. Надеюсь сегодняшний материал кому-нибудь пригодится.
Пайка 101: для новичков: 5 шагов (с изображениями)
Первым делом вам нужно сделать чистое место с местом для работы. Вы не хотите ничего сжигать.
Подключите или включите паяльник и подождите несколько минут или пока паяльник не достигнет установленной температуры.
После того, как паяльник нагрелся, очистите жало губкой или очистителем проводов
Губка:
Намочите губку и потрите наконечник с обеих сторон, чтобы удалить припой и / или грязь
Очиститель проводов:
Палка несколько раз вставьте жало паяльника в чистящую проволоку, пока оно не станет чистым.
Никогда не царапайте наконечник наждачной бумагой, ножом и т. Д. Это снимет внешний слой наконечника, что приведет к накоплению грязи и снижению производительности.
По возможности сделайте хорошее механическое соединение перед пайкой. Это сделает связь более прочной.
Оловите жало. Для этого нанесите небольшое количество припоя на жало паяльника, прежде чем пытаться что-либо припаять. После того, как вы залудили наконечник, вам нужно как можно быстрее приступить к пайке.Чем дольше вы хотите, тем сложнее будет паять. Худшее приходит к худшему, снова очистите наконечник и олово. Лужение наконечника увеличит площадь поверхности и повысит степень связи, что позволит передать больше тепла металлу, который вы пытаетесь паять. Вы хотите очистить и повторно залудить наконечник после нескольких паяных соединений. Никогда не стоит оставлять чаевые незапятнанными. Это вызовет проблемы с производительностью и окисление наконечника. Использование паяльника без лужения жала приведет к его повреждению.
После того, как вы залудили жало, вы хотите коснуться им металла, который вы пытаетесь припаять.Поскольку наконечник находится на металле, вы хотите медленно добавлять припой, пока не увидите, что припой стекает по металлу. Как только вы увидите, как припой движется по металлу, вы можете добавлять припой немного быстрее, пока у вас не будет достаточного количества припоя и соединение не будет выполнено.
После того, как вы сделали паяное соединение, вы хотите удалить паяльник и не перемещайте соединение, пока припой не затвердеет. Если вы сразу переместите соединение, оно либо развалится, либо вызовет холодное паяное соединение.Холодное паяное соединение — плохое соединение, и вы захотите его перепаять.
После того, как вы сделали хорошее паяльное соединение и закончили работу с паяльником, вам необходимо очистить его …
Руководство для начинающих: паяльное оборудование и как паять
Основное паяльное оборудование для начинающих
Как любитель авиации, я не использую паяльник, я использую паяльник с заостренным наконечником. Благодаря конструкции паяльника у вас больше точности, что помогает вам поместиться в небольших местах и обеспечить точное нагревание.Если вы думаете о приобретении паяльной станции, имейте в виду, что они часто в 2–3 раза дороже, чем стандартный паяльник на 25–45 Вт. Обеспечит ли паяльная станция выдающуюся производительность при точном контроле температуры? Да. Однако недорогой паяльник хорошего качества удовлетворит большинство ваших потребностей.
Благодаря конструкции паяльника у вас больше точности, что помогает вам поместиться в небольших местах и обеспечить точное нагревание.Если вы думаете о приобретении паяльной станции, имейте в виду, что они часто в 2–3 раза дороже, чем стандартный паяльник на 25–45 Вт. Обеспечит ли паяльная станция выдающуюся производительность при точном контроле температуры? Да. Однако недорогой паяльник хорошего качества удовлетворит большинство ваших потребностей.
Используйте канифольный припой для сердечников и держите утюг в чистоте
Припой с помощью паяльника мощностью около 25-60 Вт с размером наконечника около 1/4 дюйма или 5 мм. Используйте канифольный припой 63-37 или 60-40 (не кислотный).Такое соотношение олова и свинца обеспечивает быстрый переход твердого вещества в жидкость, имеет лучшую устойчивость к нагрузкам и легко доступно в большинстве магазинов бытовой техники и электроники. Я также держу под рукой бутылку жидкого канифольного флюса, поскольку чувствую, что это помогает, когда мне нужно получить хорошее покрытие и погрузиться в оплетку проводов, а также для пайки разъемов EC3 к моим липо-батареям и регуляторам скорости.
Как залудить и почистить паяльник
Если вы какое-то время не пользовались утюгом, и он выглядит как беспорядок, или у вас новый утюг, сейчас самое время очистить и залудить его жало.Я использую флюс для лужения, не содержащий свинца, когда приходит время чистить или залуживать утюг. Я использую ватный тампон, чтобы нанести флюс на холодный паяльник, чтобы слой получился ровным. Положите утюг, включите его и дайте флюсу расплавиться. Держитесь подальше от дыма, и если у вас веер или легкий ветерок, воспользуйтесь им. Сотрите флюс и затем по влажной губке начните плавить припой к наконечнику. Вы собираетесь использовать много припоя, чтобы получить хорошее, равномерное покрытие. Во время процесса используйте губку или латунную вату, чтобы стереть излишки, пока не получите красивый серебристый кончик.
Всегда паяйте на плоской огнеупорной поверхности, потому что в какой-то момент с вас потечет припой. Перед включением паяльника проверьте жало и убедитесь, что на нем нет следов. Если на кончике есть мусор, возьмите влажную ткань, смоченную в небольшом количестве медицинского спирта, и протрите кончик. Или, если это действительно плохо, вам нужно будет использовать очиститель флюса для лужения, чтобы удалить остатки. Не шлифуйте жало паяльника, так как это снижает эффективность паяльника для правильной передачи тепла. Если нарастание ржавчины или коррозии слишком велико, пора заменить наконечник.
Если на кончике есть мусор, возьмите влажную ткань, смоченную в небольшом количестве медицинского спирта, и протрите кончик. Или, если это действительно плохо, вам нужно будет использовать очиститель флюса для лужения, чтобы удалить остатки. Не шлифуйте жало паяльника, так как это снижает эффективность паяльника для правильной передачи тепла. Если нарастание ржавчины или коррозии слишком велико, пора заменить наконечник.
В процессе лужения и пайки часто протирайте кончик паяльника влажной губкой, чтобы удалить все остатки флюса. Чистое луженое жало паяльника обеспечивает хороший отвод тепла. Если вы храните паяльник в течение длительного времени, залуживайте жало повторно, чтобы помочь паяльнику рассеивать излишки тепла, когда он не используется. Это уменьшит износ нагревательного элемента и продлит срок службы вашего паяльника.
Руководство по пайке для начинающих
Несколько лет назад я работал со своим зятем-электриком Райаном Дэвисом над статьей о том, как превратить старое радио в MP3-плеер.
Это легкий проект выходного дня, но для его выполнения вам понадобится одно из навыков, которые вам понадобятся — это умение паять.
Пайка (произносится как SAW-DER-ING ) используется для соединения двух металлических предметов друг с другом путем плавления между ними присадочного металла, называемого содер. Припой имеет низкую температуру плавления и за несколько секунд снова превращается в твердое тело, что делает его идеальным «клеем» для соединения небольших металлических кусочков.
Пайка похожа на сварку, но с той разницей, что при сварке вы расплавляете металлические предметы, которые хотите соединить вместе; при пайке вы используете присадочный металл для соединения металлических предметов.
Если вы решите заняться каким-либо хобби, связанным с электроникой, вам нужно будет уметь паять. С помощью пайки вы можете создавать роботов, радиоприемники, усилители и целый ряд проектов Arduino.
Хотя пайка может показаться сложной и устрашающей, она на удивление проста и проста.
Ниже Райан помогает нам разобраться в основах этого навыка «Сделай сам».
Инструменты, необходимые для пайки
Паяльник. Паяльник — это то, что плавит припой.Здесь не нужно ничего особенного. Приличный паяльник обойдется вам в 20-30 долларов.
Припой. Припой — это металлический сплав, состоящий из олова и свинца (~ 60% олова / 40% свинца). Припой, используемый для плавления электрических компонентов, имеет ядро из канифольного флюса. Когда вы нагреваете припой с помощью паяльника, канифоль сначала плавится и обтекает то, что вы хотите припаять, удаляя поверхностное окисление и грунтуя поверхность для более прочных интерметаллических связей.
Для большинства проектов в области электротехники не требуется очень толстый припой.Лучше всего подходит проволока диаметром 0,032 дюйма.
Влажная губка. Жало паяльника окисляется при работе с ним. Эта ржавчина на наконечнике будет блокировать поток тепла от паяльника, что, в свою очередь, помешает вам сделать чистый припой. Вот почему перед каждым паяным соединением вы должны использовать влажную губку для очистки жала. Многие паяльники поставляются с маленьким держателем для влажной губки. Вы узнаете, что ваш наконечник чистый, когда он красивый и блестящий.
Вот почему перед каждым паяным соединением вы должны использовать влажную губку для очистки жала. Многие паяльники поставляются с маленьким держателем для влажной губки. Вы узнаете, что ваш наконечник чистый, когда он красивый и блестящий.
Микро кусачки для проволоки. Вы воспользуетесь этим инструментом, чтобы обрезать лишние выводы компонентов (см. Ниже). Вы также можете использовать его для зачистки провода.
Основные методы пайки
Основы пайки одинаковы, независимо от того, над каким проектом вы работаете: нагрейте металлические поверхности двух объектов, нанесите припой и дайте остыть. Но подход, который вы выберете для выполнения этих шагов, будет зависеть от типа объектов, которые вы паяете вместе.Ниже приведены три основных метода, которые вы будете использовать.
Пайка сквозных отверстий
Вы используете сквозную пайку при подключении резистора или гнезда к печатной плате (PCB).
В большинстве электронных проектов своими руками используются печатные платы. Это плита из стекловолокна с вытравленными на ней токопроводящими дорожками и площадками. Дорожки и колодки изготовлены из меди. Вы припаиваете свинцовые компоненты (например, резисторы, светодиоды, розетки и конденсаторы) к контактным площадкам. По сути, каждый раз, когда вы вставляете что-то в отверстие, вы выполняете сквозную пайку.
Это плита из стекловолокна с вытравленными на ней токопроводящими дорожками и площадками. Дорожки и колодки изготовлены из меди. Вы припаиваете свинцовые компоненты (например, резисторы, светодиоды, розетки и конденсаторы) к контактным площадкам. По сути, каждый раз, когда вы вставляете что-то в отверстие, вы выполняете сквозную пайку.
В этом примере Райан припаивает разъем к печатной плате, которую он использует для изготовления усилителей для преобразования старых радиоприемников в MP3-плееры.
Вставьте ведущий компонент в отверстие. Прикоснитесь чистым кончиком горячего паяльника к контактной площадке и кончику вывода, который вы хотите припаять к печатной плате. Подержите его там в течение одной секунды, чтобы оба компонента нагрелись.
Поместите примерно 1–3 мм припоя между выводом и контактной площадкой, где он будет плавиться относительно нагретых компонентов.
Удалите припой из контактной площадки, но продолжайте удерживать кончик паяльника на контактной площадке и выводе еще на секунду. Это позволит припою полностью обтекать контактную площадку и вывод, создавая прочное соединение.
Это позволит припою полностью обтекать контактную площадку и вывод, создавая прочное соединение.
Снимите кончик паяльника и протрите его влажной губкой. Повторите то же самое с оставшимися подушечками и выводами.
Закрепите штифты с помощью микропроцессорных фрез для создания гладкой поверхности.
Розетка надежно припаяна.
Вот иллюстрация, которая поможет вам более четко понять, что происходило на вышеуказанных шагах.
Как выглядят хорошие и плохие паяные соединения
Хорошее паяное соединение полностью покрывает контактную площадку и окружает соединение. Если вы посмотрите на него под микроскопом, это будет похоже на небольшой вулкан или гору.
Если припой 1) выглядит как большая металлическая капля, 2) не закрывает контактную площадку или 3) выглядит тусклым и потрескавшимся, у вас плохой стык.
Не беспокойтесь, если это так! Просто нагрейте припой паяльником и снимите его. Попробуй еще раз. Очень просто.
Попробуй еще раз. Очень просто.
Как было сказано выше, пайка довольно щадящая. Пока ваше паяное соединение выглядит примерно вогнутым вокруг выводного наконечника, у вас хорошее соединение.
Пайка для поверхностного монтажа
Некоторые компоненты, которые вы припаиваете к плате, просто припаяны к поверхности. Они не проходят сквозь дыру.
Райан показывает нам, как наносить припой на поверхность путем пайки конденсатора на печатную плату.
Поместите жало паяльника на медную площадку и нагрейте. Затем нанесите немного припоя на площадку и дайте ему расплавиться.
У вас останется поверхность припоя, покрывающая медную площадку.
Поместите конденсатор, который вы хотите припаять, на покрытую припоем площадку. Поместите жало паяльника сбоку от конденсатора и удерживайте в течение одной секунды.
Вы припаяли одну сторону. Для надежного соединения вам нужно припаять другую сторону.
Поместите кончик утюга рядом с конденсатором и поместите немного припоя между ними.
Проволока для пайки
Для соединения двух проводов можно также использовать пайку.
С помощью инструмента для зачистки проводов (или микрорезок для промывки) снимите примерно полдюйма пластиковой изоляции с концов обоих проводов.
Райан любит использовать эти маленькие зажимы для тараканов, чтобы удерживать один из проводов. Это облегчает работу.
Нагрейте конец одного провода и покройте его припоем.Это называется «лужением» проволоки. Проделайте то же самое с концом другого провода.
Соедините концы проводов вместе. Затем нажмите на кончик паяльника с обоих концов. Припой на обоих концах расплавится. Снимите утюг и удерживайте провода на месте, чтобы они могли остыть и сплавиться.
Вы можете обмотать оголенный провод изолентой. Или вы можете надеть термоусадочную трубку на один конец проводов, прежде чем спаять их вместе. После того, как вы спаяете провода вместе, наденьте термоусадочную трубку на оголенные провода. Вы можете использовать зажигалку, чтобы нагреть трубку, и она сожмется вокруг недавно расплавленного провода.
Вы можете использовать зажигалку, чтобы нагреть трубку, и она сожмется вокруг недавно расплавленного провода.
Райан использовал свой пистолет для пайки горячим воздухом для выполнения этой работы. Паяльник с горячим воздухом используется в основном для доработки компонентов поверхностного монтажа. Это хороший инструмент, если вы продвинетесь вперед в своих электрических проектах.
Полное руководство по пайке для гитаристов | Guitar.com
Мы освещаем множество проектов электроники для усилителей и гитар в наших функциях «Сделай сам».Возможно, мы считаем само собой разумеющимся, что все умеют паять, но даже те из нас, кто занимается пайкой десятилетиями, могут узнать что-то новое.
Это руководство разделено на две части. В первой части я поделюсь некоторыми профессиональными советами по паяльному оборудованию и передовым практикам. Во второй части я применю эту информацию к простому проекту, показывая, как сделать высококачественный гитарный кабель.
Железный могучийСуществуют разные типы паяльников, и важно выбрать подходящий для себя.Утюги в виде карандашей представляют собой интегрированные блоки с утюгом на одном конце и дюбелем на другом. В большинстве из них есть подставка, на которой можно держать горячий утюг в перерывах между задачами. Это пригодится, если вы надеетесь избежать прожигания дыр на рабочем столе, ковре или в себе. Не спрашивайте меня, откуда я знаю … Я просто знаю.
Карандашные утюги либо включены, либо выключены, а их рабочая температура фиксирована. Напротив, паяльные станции включают в себя утюг и подставку, которые могут быть интегрированы, а могут и не быть, но станция позволяет вам установить рабочую температуру утюга.Некоторые взаимодействуют с датчиком в наконечнике, чтобы поддерживать эту температуру.
Изображение: Shutterstock
Паяльные пистолеты — еще один вариант. Они быстро нагреваются, но могут сильно нагреваться и не подходят для деликатной работы. Также доступны газовые паяльные горелки, но они лучше подходят для тонкой обработки металлов, и если у вас нет опыта, вы можете в конечном итоге поджечь что-то или кого-то. Для работы с гитарой и усилителем я бы порекомендовал паяльную станцию с контролем температуры.
ЭлектростанцииДля разных паяльных работ требуется разная мощность паяльника. Для пайки компонентов со сквозным отверстием на печатной плате не требуется много энергии, но пайка заземления на шасси усилителя выходит за рамки возможностей большинства паяльников. Обычные работы в гитарных мастерских, требующие более высокой мощности, включают пайку заземляющих проводов на корпусах потенциометров и пружинных зажимах Stratocaster. В здании усилителя также потребуется изрядное количество энергии для сборки проушины и револьверной головки.
Изображение: Shutterstock
Если у вас есть паяльник на 15 или 20 Вт, вы, вероятно, не сможете выполнять эту работу, потому что более крупные металлические части действуют как радиатор, рассеивая тепло от паяльника. Когда утюг не может поддерживать достаточную температуру, припой не может плавиться и течь должным образом, образуя прочное соединение. Вы также будете долго держать утюг на месте, и, несмотря на недостаточное количество тепла для пайки, вы все равно можете расплавить пластмассовые детали и повредить хрупкие электронные компоненты.
Все утюги могут достигать температуры, достаточной для расплавления припоя, и более высокая мощность не обязательно означает, что утюг станет более горячим; на самом деле это означает, что он может поддерживать свою температуру даже при рассеивании тепла. Как показывает практика, больше мощности всегда лучше, и для большинства работ должно хватить утюга мощностью от 50 до 60 Вт.
Правый, на проводПрипой для электроники бывает двух видов — на основе свинца и без свинца. Повышение осведомленности об опасности для здоровья, связанной со свинцом, привело к принятию законодательства, ограничивающего использование припоев на основе свинца в производстве.
Свинцовый припой обычно представляет собой смесь олова и свинца 60/40, плавящуюся при температуре около 190 ° C, и его использовали во всех винтажных гитарах, педалях и усилителях. Он по-прежнему широко продается, и это лучший вариант для реставрационных работ. Также доступен свинцовый припой 63/37, и его более быстрый переход из жидкого состояния в твердое может снизить риск «холодных» паяных соединений, когда детали перемещаются до того, как припой затвердеет.
Этот припой с свинцом имеет соотношение олова и свинца 60/40, с канифольным флюсовым сердечником и 0.Внешний диаметр 7 мм
Бессвинцовый припой имеет более высокую температуру плавления, поэтому его немного сложнее использовать, и вам понадобится мощный паяльник. Это сплав олова, серебра и меди, и хотя бессвинцовые паяные соединения могут быть прочнее, они также могут быть более хрупкими.
Закон требует, чтобы производители использовали припой, не содержащий свинца, и вы можете сделать то же самое по соображениям здоровья. С другой стороны, если вы делаете относительно мало пайки и большая часть ее связана с обслуживанием и ремонтом старого оборудования, вы можете использовать свинцовый припой.Я использовал и то, и другое, и, поскольку предпочитаю этилированные, я часто использую небольшой вытяжной вентилятор, который втягивает пары припоя в угольный фильтр.
Электрический припой содержит канифольный флюс, который растворяет оксид металла, помогает припою течь и способствует сцеплению с металлическими частями. Припой для сантехники имеет кислотный флюс и не подходит для электроники. Доступны различные калибры паяльной проволоки, но я считаю, что 0,7 мм подходит для большинства применений.
Верхние наконечникиПаяльники более высокого качества позволяют менять жала.Это важно по двум причинам: во-первых, изнашиваются насадки, а во-вторых, в зависимости от выполняемой работы можно использовать насадки разной формы.
Тонкие и острые наконечники конической формы идеально подходят для точных работ, например, для пайки гнезд для печатных плат. Некоторые наконечники больше похожи на маленькие стамески, а другие на отвертки с плоской головкой. При пайке на корпусе потенциометра, где необходимо распределить тепло по более широкой площади, предпочтительнее использовать более плоский наконечник.
Какую бы насадку вы ни использовали, желательно поддерживать ее в хорошем состоянии.Когда вы пытаетесь сделать паяные соединения, а расплавленный припой отваливается от железа, это означает, что наконечник окислился. Если он выглядит тусклым и черным, а не серебристым и блестящим, это почти наверняка так. Загрязнения на наконечнике также могут попасть в паяное соединение и вызвать его выход из строя.
Этому наконечнику несколько лет, и он уже проделал много работы, но он в относительно хорошем состоянии и по-прежнему хорошо работает.
Возьмите за правило чистить наконечники припоя во время работы.В большинстве держателей для утюга есть лоток с губкой, которую следует смочить водой перед началом работы. Протирая наконечник влажной (не мокрой) губкой после каждого паяного соединения, удаляет излишки припоя с наконечника. Некоторые предпочитают использовать вату из латуни или нержавеющей стали для очистки наконечников железа, чтобы предотвратить окисление.
После каждых нескольких стыков желательно протереть утюг, нанести свежий припой на наконечник и стереть излишки. Это предотвращает окисление наконечника, и это также следует делать в конце работы, прежде чем выключать утюг.Этот процесс называется «лужением», и здоровый железный наконечник должен выглядеть блестящим. Вы также должны залудить новые наконечники перед их использованием.
Если вы чувствуете, что наконечник больше не работает, а чистка и лужение не помогают, у вас есть несколько вариантов. Вы можете попробовать обработать его активатором наконечника или просто заменить его. Наконечники относительно недорогие, но вы должны выбрать подходящий для вашего утюга.
Не взорватьПрипой не следует рассматривать как «металлический клей», который просто протирают утюгом и дают застыть.Чтобы обеспечить хорошее соединение, припой должен стекать по деталям, а это требует правильной техники пайки.
Будь то ножка резистора, торчащая через проушину или отверстие в печатной плате, или выводные провода конденсатора, обернутые вокруг револьверной головки или бирки, утюг следует использовать для нагрева области, где выполняется соединение. Оставив предварительно нагретый участок и кончик утюга все еще соприкасающийся с изделием, поднесите припой к стыку.
Он должен плавиться и течь почти мгновенно, и главное здесь то, что припой течет в соединение, а не образует каплю на поверхности.Не пытайтесь расплавить припой на металлический наконечник, а затем перенести его на соединение, потому что флюс, который помогает припою склеиться, испарится, прежде чем выполнять свою работу.
Изображение: Shutterstock
Знание того, какую температуру установить и как долго разогревать зону, приходит с опытом. Свинцовый припой плавится при температуре около 190 ° C, а не содержащий свинца — при температуре около 200 ° C. Для печатных плат температура утюга около 325 ° C должна быть безопасной отправной точкой, потому что совершенно необходимо не повредить плату.Если вы обнаружите, что этого недостаточно, поднимите температуру до 350 ° C и повторите попытку.
Для потенциометров, револьверных головок и проушин требуются более высокие температуры, и нет ничего плохого в том, чтобы начать с низкой температуры, а затем увеличивать ее, если припою требуется время для плавления и растекания. Опытные паяльщики часто предпочитают работать с утюгами, установленными на температуру 400 ° C или выше, чтобы входить и выходить за пару секунд.
После того, как припой растечет, снимите утюг и дайте стыку остыть естественным образом.Не поддавайтесь искушению подуть на припой, чтобы ускорить процесс. При пайке транзисторов и операционных усилителей попробуйте прикрепить к ножкам зажим «крокодил». Он будет действовать как радиатор, отводящий тепло от хрупких компонентов.
Проверьте свои новые навыки пайки, сделав гитарный кабель самостоятельно.
Выбор припоя — навигация по различным сплавам, типам флюсов и т. Д. — Neurochrome
Как вы, наверное, заметили, статьи моей базы знаний не содержат рекламы.Вместо того, чтобы отвлекать вас надоедливой рекламой, прошу сделать пожертвование. Если вы находите содержимое этой страницы полезным, рассмотрите возможность внесения пожертвования, нажав кнопку «Пожертвовать» ниже.
Выбор припоя
Выбор подходящего припоя для вашего электронного проекта может быть немного сложным для многих новичков и довольно запутанным даже для опытных ветеранов. Моя цель на этой странице — внести некоторую ясность для вас, любителя, чтобы вы могли сделать осознанный выбор.
Для начала: вы хотите использовать припой, предназначенный для использования в электронике, а не водопроводный припой. В сантехнике вы наносите флюс кистью, а сам припой не содержит флюса. Это бесполезно для электроники. Водопроводный флюс слишком кислый для использования в электронике, а также очень грязный.
Флюс
Назначение флюса — очистить паяное соединение при нанесении припоя, тем самым позволяя припою течь, в результате чего получается хорошее паяное соединение без пустот.Флюс также изменяет поверхностное натяжение, что увеличивает адгезию припоя к металлу в паяном соединении. Припой, используемый для электроники, имеет встроенный флюс, а струйка дыма, которая выделяется во время процесса пайки, вызвана выкипанием флюса. Продолжительное воздействие паров флюса опасно для здоровья. Риск для здоровья, вероятно, меньше для любителя, иногда выполняющего пайку. Тем не менее, рекомендуется установить небольшой вентилятор, чтобы отводить пары флюса от рабочей зоны во время пайки.
Существует три различных флюса для пайки электроники. Основное отличие — сложность удаления флюса.
- Водорастворимый . Основное преимущество водорастворимого флюса в том, что его относительно легко удалить. Промойте контур теплой проточной водой и при необходимости встряхните щеткой с мягкой щетиной. Также можно использовать ультразвуковой очиститель. Затем промойте деионизированной (DI) или паровой дистиллированной водой.Основным недостатком этого типа флюса является то, что в нем нужно удалить .
- Канифоли . Традиционно флюс, используемый в припое для электроники, был основан на сосновой канифоли. Он доступен в трех «вкусах»: неактивированный (R), умеренно активированный (RMA) и активированный (RA), причем последний является наиболее кислым из трех. Остатки флюса на канифольной основе имеют умеренную коррозию и должны быть удалены после пайки. Обратите внимание, что состав припоя RMA разработан таким образом, что очистку, хотя и рекомендуется, можно не проводить.RMA также является наиболее распространенным типом припоя на канифольной основе. Флюс на основе канифоли можно удалить изопропиловым или изопропаноловым спиртом с последующей промывкой деионизированной водой. Обычно необходимо немного взболтать щеткой с мягкой щетиной.
- Без очистки . Как видно из названия, флюс, не требующий очистки, разработан таким образом, что в очистке нет необходимости. Некоторые утверждают, что, хотя флюс без очистки не требует очистки, флюс в любом случае следует удалять. К сожалению, флюс, не требующий очистки, очень трудно удалить, что требует использования очистителей флюса, содержащих ацетон, гексан и другие агрессивные растворители.
- Не требует очистки, смывается водой . Этот тип флюса является уникальным для ChipQuik и сочетает в себе преимущества водорастворимого флюса и флюса, не требующего очистки. Флюс, не требующий очистки, смываемый водой, представляет собой флюс, не требующий очистки. Остатки, оставленные этим флюсом, не вызывают коррозии и не проводят ток, и должны оставаться на печатной плате после пайки. Однако, в отличие от обычного флюса, не требующего очистки, флюс ChipQuik, не требующий очистки водой, можно удалить, промыв печатную плату горячей (60 ºC) водой.Обратите внимание, что остатки флюса не затвердевают. Скорее, он имеет свойство размазываться, и его можно стереть с доски. Хотя это флюс, не требующий очистки, кажется, что его нужно очистить с платы.
Если вы хотите минимизировать количество припоя в вашем ящике для инструментов, я предлагаю приобрести припой с флюсом RMA. В качестве альтернативы я предлагаю использовать водорастворимый флюс для контуров, которые можно легко очистить, и флюс, не требующий очистки, в ситуациях, когда очистка затруднена или невозможна.
Обратите внимание, что многие материалы для восстановления печатных плат, такие как распаянная оплетка (например, Solder-Wick), содержат флюс. Убедитесь, что ваши различные источники флюса совместимы, т.е. если вы выполняете пайку с флюсом RMA, обязательно используйте Solder-Wick с флюсом RMA для удаления припоя.
Очистители флюса
Проблема с остатками флюса в том, что они гидрофильны, т. Е. Притягивают воду. Это означает, что любой остаток флюса на печатной плате вызовет значительные токи утечки в дождливый день.У вас может быть трасса, которая хорошо работает в засушливом климате, но не работает в прибрежном климате. Комбинация воды и остатков флюса также вызывает коррозию и может со временем привести к выходу из строя ваших цепей. Как отмечалось выше, исключениями являются остатки флюса без очистки, которые не вызывают коррозии, и остатки от флюса RMA, которые являются только очень умеренно коррозионными, что позволяет не проводить этап очистки.
Удалители флюса бывают различной степени агрессивности, от легких до тяжелых.Легкие удалители флюса, как правило, в основном на основе изопропила или изопропанола, тогда как мощные флюсы включают ацетон, гексан и другие довольно неприятные растворители. Эти чистящие средства легко воспламеняются, и их следует использовать только в хорошо вентилируемых помещениях. Я настоятельно рекомендую вам прочитать паспорт безопасности материала (MSDS) перед использованием любого из этих средств для удаления флюса. Помимо личной безопасности, обратите внимание, что некоторые средства для удаления флюса растворяют пластик, поэтому будьте осторожны.
Лично мне нравится Chemtronics Flux-Off No Clean Plus, который вы можете приобрести у Mouser в США.Он не доставляется авиапочтой из-за горючести. Это относительно агрессивное средство для удаления флюса, которое, как правило, оставляет тусклый осадок на печатной плате. Этот остаток можно удалить с помощью полоскания водой. MG Chemicals (и многие другие) также производят средства для удаления флюса.
На любой собранной плате, которую я отправляю покупателю, будет удален флюс.
Припой
Есть две всеобъемлющие группы припоев, используемых в электронике: свинцовые и бессвинцовые, причем последние сегодня преобладают в производстве электроники из-за экологических проблем, связанных с утилизацией электронных продуктов.
Бессвинцовый припой не имеет лучшей репутации, отчасти из-за технических проблем с процессом пайки. Большинство бессвинцовых припоев плавятся при более высокой температуре (около 220-250 ºC), чем припой на основе олова / свинца (около 180-190 ºC). Таким образом, переход от свинцового припоя к бессвинцовому потребует изменения температуры жала паяльника. Типичная температура наконечника для этилированной пайки составляет 320–370 ºC (600–700 ºF). Для использования без свинца температуру необходимо увеличить до 370–425 ºC (700–800 ºF).В дополнение к более высокой температуре наконечника необходимо увеличить время выдержки. Паяное соединение может быть выполнено припоем на основе свинца менее чем за секунду. При использовании бессвинцового припоя это время необходимо увеличить, чтобы избежать холодных паяных соединений.
Припой с выводами
Опасность для здоровья: Припой с выводами содержит свинец (DUH!). При попадании внутрь свинец накапливается в жировых тканях организма, включая миелиновую оболочку, окружающую нервные волокна в головном мозге. Это может привести к повреждению головного мозга, особенно у младенцев и маленьких детей.В основном это проблема свинцового литья, когда свинец нагревается до температуры, близкой к температуре кипения. Температура, используемая при пайке, намного ниже. Основной риск воздействия свинца — это его контакт, который соскальзывает с ваших пальцев с припоя. Пожалуйста, убедитесь, что вы не едите и не пьете во время пайки. После пайки тщательно вымойте руки.
Существует три обычно используемых сплава на основе свинца для электронной пайки:
- 60/40 (Sn / Pb) . Основное преимущество припоя 60/40 — это стоимость, поэтому большая часть старого оборудования была собрана с использованием этого типа припоя.Основным недостатком этого сплава является то, что он имеет пластичную область 5 ºC. Припой 60/40 становится пластичным (пластичным, но не полностью расплавляется) при 183 ºC и плавится при 188 ºC. При охлаждении припой проходит через ту же пластиковую область, и если соединение нарушается или перемещается, когда припой проходит через пластиковую область, образуется холодное паяное соединение. Это может сделать ручную пайку неприятным занятием, особенно для новичка. Пока паяное соединение остается неподвижным до полного затвердевания припоя, пластиковая область не имеет практического значения для паяных соединений.
- 63/37 (Sn / Pb) . Припой 63/37 — это эвтектический сплав, что означает, что он переходит из твердого состояния непосредственно в жидкость без пластичности. Припой 63/37 плавится при 183 ºC. Этот тип припоя немного дороже, чем 60/40, но отсутствие пластикового участка делает работу с ним приятнее и удобнее для новичков. Соединения, выполненные с использованием этого припоя, будут выглядеть более блестящими, чем соединения, выполненные с использованием припоя 60/40. Это чисто косметический эффект.
- 62/36/2 (Sn / Pb / Ag) .«Серебряный» припой 62/36/2 набирает популярность в аудио-кругах — вероятно, потому, что он дороже и содержит серебро. Для пайки медных проводов и печатных плат нет никаких доказательств того, что «серебряный» припой должен превосходить обычный припой 60/40 или 63/37. Однако, если вы припаиваете к серебряной проволоке, включая некоторые слюдяные колпачки и радиочастотные кабели «серебро на стали», вы можете использовать «серебряный» припой. Это связано с тем, что обычный припой Sn / Pb со временем растворяет серебро. Серебро в 62/36/2 предотвращает это.
С точки зрения проводимости, три типа находятся в пределах нескольких процентов друг от друга. Предел прочности на разрыв у припоя 62/36/2 примерно вдвое выше, чем у 60/40, но действительно ли это приводит к механически более прочным паяным соединениям, зависит от геометрии соединения.
Бессвинцовый припой
Разработка хорошего бессвинцового припоя была сложной задачей, и некоторые из лучших сплавов доступны только в форме паяльной пасты. Первым представленным бессвинцовым сплавом стал SAC305 (96.5/3 / 0,5 — Sn / Ag / Cu). Соединения, выполненные из этого сплава, имеют тусклый и зернистый вид, поэтому их невозможно отличить от холодных (вышедших из строя) паяных соединений, выполненных припоем 60/40. Предлагаю сторониться этого сплава.
Некоторые из наиболее удобных в использовании сплавов бессвинцового припоя:
- AIM Sn100C® . Этот сплав почти на 100% состоит из олова. Он содержит 0,7% меди, 0,05% никеля, ≤0,01% германия. Остальные ок. 99,25% олово. Никель и германий работают в тандеме, увеличивая поверхностное натяжение расплавленного припоя, тем самым сводя к минимуму образование перемычек припоя и улучшая заполнение отверстий.AIM Sn100C® — это эвтектический сплав с температурой плавления 227 ºC. Поскольку этот сплав является единственной игрой в городе для бессвинцового припоя для проволоки, он довольно дорогой и более чем в два раза дороже свинцового припоя 63/37.
- 99,3 / 0,7 (Sn / Cu), легированный германием. Похоже, это общая версия AIM Sn100C®. Одним из примеров является сплав CQ100Ge ™ компании ChipQuik.
- Кестер K100LD. Как и перечисленные выше сплавы, K100LD содержит 99,3% олова и 0,7% меди с небольшими количествами никеля и — в отличие от других сплавов — висмута.Это эвтектический сплав с температурой плавления 227 ºC.
- 99,3 / 0,7 (Sn / Cu) . Аналогичен AIM Sn100C® и CQ100Ge ™, но без легирования никелем / германием. Отказ от легирования Ge / Ni снижает затраты примерно на 5%. Этот сплав является эвтектическим и плавится при 227 ºC.
- 95/5 (Sn / Ag). По своим характеристикам припой 95/5 очень похож на припой с выводами 60/40, что очень привлекательно. Этот сплав имеет довольно большую пластиковую область, поэтому он не очень полезен для любителя.Он переходит в пластичность при 221 ºC и плавится при 254 ºC. Из-за высокого содержания серебра этот тип припоя невероятно дорогой.
Не рекомендуется смешивать свинцовый и бессвинцовый припои. Поэтому следите за тем, чтобы жала паяльника использовались только для свинцового или бессвинцового припоя. Жало, покрытое свинцовым припоем, можно использовать для бессвинцовой пайки после 4-5 циклов тщательной очистки / повторного олова, однако настоятельно рекомендуется выбрать один тип припоя для жала и придерживаться его. В некоторых научно-исследовательских лабораториях есть отдельный паяльный стол для бессвинцового припоя, чтобы избежать перекрестного загрязнения.
В общем, припои нельзя смешивать. Сохранение химического состава припоя в чистоте гарантирует, что только сплавы, которые производитель припоя намеревался формировать, действительно образуются при его остывании.
Диаметр
Выбор диаметра припоя, подходящего для конкретной задачи, может оказаться значительным подспорьем в паяльных работах. Припой малого диаметра значительно упрощает нанесение небольшого количества припоя. Это очень удобно для пайки компонентов поверхностного монтажа.Для более крупных компонентов, таких как компоненты с выводами или разъемы, использование припоя малого диаметра требует подачи припоя значительной длины к стыку, что увеличивает время пайки и риск перегрева компонентов.
Для работ, связанных с устройствами поверхностного монтажа, я предпочитаю припой диаметром 0,5 мм. Для выводов и разъемов я использую припой диаметром 0,7 мм. Для большинства работ с электроникой хорошо подойдет припой диаметром от 0,4 до 1,0 мм. Если вы много работаете с устройствами для поверхностного монтажа, стремитесь к нижнему пределу этого диапазона.
Срок годности
Да. Действительно! У припоя есть срок годности. Для упомянутых выше сплавов рекомендуется использовать припой в течение трех лет с момента изготовления. Тем не менее, я только сейчас заканчиваю рулон 0,7 мм припоя с флюсовым сердечником 60/40 RMA, который я начал в конце 1980-х годов, и паяные соединения, которые я делаю сегодня, работают так же хорошо, как и когда-либо.
Тем не менее, соблюдайте срок хранения паяльной пасты. Паяльная паста состоит из небольших шариков припоя, взвешенных во флюсе.Со временем флюс окисляется, что делает его неэффективным. В результате припой не течет правильно, и становится очень трудно получить хорошее паяное соединение. Срок годности паяльной пасты около полугода. При охлаждении паяльной пасты срок хранения может быть увеличен примерно до года. Само собой разумеется, но, пожалуйста, не храните припой в холодильнике, который вы используете для еды!
Пожалуйста, сделайте пожертвование!
Вы нашли этот материал полезным? В таком случае рассмотрите возможность внесения пожертвования, нажав кнопку «Пожертвовать» ниже.
Лучший припой для электроники — 5 обзоров на 2021 год
Мы часто рассматриваем продукты и услуги, выбранные независимо, и думаем, что вы можете оказаться полезными, хотя мы можем получить небольшую партнерскую комиссию, если вы купите что-то по нашим ссылкам
Этот электронный компонент используется для подключения электронных компонентов к печатной плате. При пайке вам следует уделять больше внимания выбору припоя, поскольку качество паяного соединения зависит от выбора припоя.
Новичку выбор лучшего припоя для электроники может показаться немного сложным, особенно если вы не знакомы с характеристиками и функциями продукта. Чтобы помочь вам найти лучшие варианты, мы перечислили 5 лучших припоев для электроники 2021 года по каждому пункту.
В последнем разделе этой статьи мы изучим все аспекты выбора лучшего припоя для электрических проводов. Важно проанализировать, чем он отличается от других электронных припоев, и изучить лучший метод использования, чтобы вы могли выбрать лучший.
Быстрое сравнение: 5 наших лучших припоев для электроники 2021На рынке доступно множество опций. Таким образом, сложно найти лучший припой для электроники для пайки ремонта электроники. Чтобы выбрать лучшее из множества, тщательно исследуйте и выберите неисправную электронную плату.
Вам будет приятно узнать, после нескольких часов исследования и индивидуального тестирования порекомендовать вам лучший электронный припой для высококачественной пайки электрических проводов
Вот список лучших припоев для электроники 2021 годаЧтобы упростить изучение и сравнение, пожалуйста, найдите лучший припой для электроники для ремонта, как указано ниже —
- Wyctin’s 60/40 Tin Lead — лучший припой для общего ремонта
- Alpha Fry AT-31604 — лучший бюджетный припой для электропроводки
- Alpha Metals AM 31605 — лучшее соотношение цены и качества
- Kester Solder Wire Solder — лучший припой для электроники ремонт
- Проволока для пайки Cardas — Лучший припой для автомобильной проводки
Рассмотрим подробнее припой для проводов.
1. Wyctin’s — лучший припой для электроники в целомЕсли вы ищете припой для ремонта электроники, который может иметь более низкую температуру плавления, более плавную пайку, идеальное сочетание олова и свинца, это может быть именно тот припой, который вам нужен.
Wyctin solder 60/40 оловянно-свинцовый припой с сердечником из канифоли — лучший выбор, который помогает пользователям получить прочное долговечное соединение. Этот припой отлично справляется со всеми видами ремонта.
Некоторые из ключевых особенностей включают этот продукт Легко плавится при температуре 361 по Фаренгейту, входит в 1.Флюс Rosin Core Flux с содержанием флюса 8% надежен для образования паяных соединений печатных плат. Лучше всего припой Wecytin для жил электроники тонок (0,6 миллиметра) и идеально подходит для ремонта небольшой электроники.
Если вы ищете надежный припой для электроники, простой в использовании и по доступной цене, этот припой Wyctin — лучший выбор. Ремонт цепей, изменение проводки кабельных систем и ремонт стереосистем, телевизоров, игрушек и других небольших электроприборов являются основными компонентами при устранении неисправностей бытовой электросети.
Припой Wyctin в упаковке 1 x 0,6 мм 50 грамм 60 40 канифольных припоев Катушка. Хотя эта катушка идеально подходит для небольших деталей домашней электроники, она не подходит для широкого спектра применений. Благодаря хорошей текучести помогает равномерно и чисто, меньше дыма, а паяные соединения надежные и гладкие.
Плюсы- Оптимальная проводимость
- Диаметр 0,02 дюйма.
- Катушка на 50 грамм
- 60% олова и 40% свинца
- Слишком тонкая для больших проектов или пайки больших компонентов
- Немного выше Цены
Alpha Fry Прекрасная электрическая пайка, произведенная в Мексике, продукт американской торговой марки Terminal.Один из лучших припоев для электроники — свинцовый электрический припой, имеющий диаметр проволоки 0,062 и вес 4 унции.
Alpha Fry AT-31604 Канифольный припой 60-40 с сердечником при температуре 370 градусов по Фаренгейту, который обеспечивает идеальный припой для электроники. Для таких работ, как тонкая электрическая пайка, где температура плавления должна быть ниже, идеально подходит комбинация 60% олова и 40% свинца.
Alpha Fry полон функций, которые можно использовать практически во всех электромонтажных работах, требующих более низких температур плавления для образования твердых и блестящих паяных соединений.Большинство клиентов довольны тем, как этот припой плавится и образует прочные соединения. В целом, Alpha Fry AT-31604 60-40 Rosin Core Solder — лучший припой для ремонта электроники.
Плюсы- Пайка мелких электрических компонентов
- Продукт американского качества, произведенный в Мексике
- Сочетание 60% олова и 40% свинца
- Недостаточно широкие для выполнения больших работ.
Этот припой представляет собой твердый канифольный флюс, наполненный большой липкостью. С ним легко работать благодаря температуре плавления 370 градусов. Большинство покупателей считают, что цена на него хорошая, учитывая его высокое качество.
Когда дело доходит до имен, которым доверяют, в области припоя, Alpha Metals — это имя, известное большинству людей. Пользователи находят этот припой надежным из года в год и часто обращаются к нему.Свинцовый припой Alpha Metals 31605 представляет собой катушку диаметром 4 унции 0,032 дюйма, содержащую 60% олова и 40% канифоли, с сердечником из флюса, упакованную в коробку. Изделие имеет диаметр 3 унции и 0,032 дюйма.
Alpha Metals am 31605 Lead Solder Температура плавления 370 градусов делает его идеальным и прочным соединением с великолепным блеском. Этот припой представляет собой твердый канифольный флюс, очень липкий. С ним легко работать благодаря температуре плавления 370 градусов. Большинство покупателей считают, что цена на него хорошая, учитывая его высокое качество.
370 градусов по Фаренгейту позволяет производить идеальные припои для электроники.Припой для канифольных стержней Alpha Fry AT-31604 60-40 — лучший припой для автомобильной проводки.
Проволока припоя в катушке 0,6мм 50грамм 60-40. Хорошая текучесть способствует равномерному и чистому плавлению, что приводит к меньшему количеству надежных и гладких паяных соединений.
Плюсы- Это смесь 60/40.
- Вес катушки: 4 унции
- Обладает высокой проводимостью
Избавиться от окисления с помощью флюса также очень легко, поскольку этот припой Kester имеет температуру плавления около 361 градуса по Фаренгейту. Это облегчает пользователям нагрев и защиту соединений одним движением.
KESTER Wire Solder 24-6040-0027 — канифольный припой 60/40 для пайки электроники. Best Activity Flux Разработан для получения идеальных результатов смачивания с безупречным качеством и прочными соединениями. В разделе электроники «Сделай сам» Kester настолько популярен, что его используют даже военные США.
Kester — широко известная и популярная марка, которая используется для высокоточной пайки. Это более высокая сторона, но лучший припой для ремонта сотовых телефонов. Припой отлично подходит для смачивания никелевых поверхностей и хорошо работает с проводами или другими элементами. В этой катушке вы получите около фунта припоя, которого хватит, чтобы на целый год заняться мелкой и средней электроникой.
Alpha Fry AT-31604 Канифольный припой 60-40 с сердечником при температуре 370 градусов по Фаренгейту, который обеспечивает идеальный припой для электроники.KESTER SOLDER 24-6040-0027 Проволочный припой 0,031 дюйма с очень высокой проводимостью.
Проволока припоя в катушке 0,6мм 50грамм 60-40. Хорошая текучесть способствует равномерному и чистому плавлению, что приводит к меньшему количеству надежных и гладких паяных соединений. В целом, большинство клиентов считают, что более высокая цена Kester стоит того, чтобы доставить неудобства.
Плюсы- Флюс для канифоли
- 63% олова, 37% свинца
- Диаметр 0,031 дюйма
- Блестящий и без трещин
5.Cardas — Лучший эвтектический припой
Джордж Кардас создал этот высококачественный сверхчистый припой Quad Eutectic для идеального соединения разъема с проводником. Припой Quad Eutectic содержит запатентованную смесь серебра, меди, олова и свинца. Наружный диаметр: 0,032 дюйма (0,8 мм) для припоя электроники
Cardas Soldering Wire Quad Eutectic припой в рулоне 1/4 фунта (110 грамм) содержит запатентованную смесь широко используемых припоев из серебра, меди, олова и свинца. Он упакован в 1 х 0 шт.Катушка для припоя 6 мм, 50 грамм, 60-40. Благодаря хорошей текучести плавится равномерно и чисто, меньше дыма, паяные соединения надежны и плавны.
Упакован в 1 катушку для припоя 60-40 масс. 0,6 мм, 50 грамм. Благодаря хорошей текучести плавится равномерно и чисто, меньше дыма, паяные соединения надежны и плавны.
Плюсы- Высокопроводящий
- 63% олова, 37% свинца
- Диаметр 0,031 дюйма
- Рулон 1/4 фунта (92 фута)
Руководство по покупке: как выбрать лучший припой для электроники для ремонта
На рынке есть много типов и брендов, доступных на рынке.Выбор лучшего припоя для электроники может быть довольно тактичным в зависимости от ваших требований. В то время как большинство припоев очень похоже на проволоку.
Припой не используется только для пайки, электронные компоненты также используются в припое, также используются для сантехники.
Как выбрать типы припоя для электронных схемПроцесс производства бессвинцовой проволоки для пайки электроники обычно включает литье, экструзию, волочение и намотку проволоки.После литья полученные припойные заготовки обычно перерабатываются методом экструзии в сплошные или порошковые паяльные проволоки. Провода для бессвинцовой пайки, подлежащие оценке, должны иметь флюс в сердечнике.
Металлический состав для бессвинцовых паяльных проволок должен состоять из олова, серебра, меди с температурой плавления при солидусе 217 ° C и ликвидусе 221 ° C. Эвтектический сплав представляет собой состав Sn / 3,42Ag / 0,62Cu.
Для проволоки с флюсовой сердцевиной для пайки толстый флюс содержится в сплаве металлической проволоки.Флюс плавится вместе с металлом при нагревании паяльной проволоки. Флюс состоит из канифоли, активаторов, растворителя и стабилизаторов, а содержание флюса измеряется в процентах по массе и обычно составляет от 2,7 до 3,9%.
Две бессвинцовые паяльные проволоки с разной общей площадью поверхности флюса. Таким образом, эксперименты показали, что они дают сопоставимые результаты смачивания. Таким образом, объем потока является незначительным параметром в процессе оценки. Наилучшие характеристики достигаются при использовании бессвинцовой паяльной проволоки с наибольшей общей площадью смачивания
.
При выборе лучшего припоя для электроники мы учли следующие факторы.
Какой размер припоя использовать
Для обычных паяльных работ рекомендуемый диаметр припоя для электроники составляет от 0,711 мм до 1,63 мм. Выбранный вами диаметр зависит от размера и типа боевого снаряжения, которое вы собираетесь использовать. Для больших работ используйте больший диаметр, для стандартных работ — средний.
Типы припоя
В основном есть два ядра: канифоль и кислота.Паяльная проволока с флюсовым сердечником означает, что внутри сердечника припоя находится флюс. Обычно лучший припой из канифоли в свинцовом варианте 60 40 канифольный припой сердечника и бессвинцовый канифольный припой сердечника используются в широком спектре приложений.
Длина катушки с проволокой
С точки зрения качества пайки такой зависимости нет, но припой для электроники с большей катушкой снижает стоимость.
Состав
У вас может возникнуть вопрос: какой сплав лучше всего работает при сборке и ремонте электроники? Этот тип припоя имеет самую высокую температуру плавления в диапазоне от 360 до 370 градусов по Фаренгейту.Кроме того, он имеет температуру плавления 60% олова и 40% свинца.
Например, припой с 63% олова и 37% свинца плавится при температуре 361 градус по Фаренгейту, в результате чего готовые проекты становятся намного быстрее. Кроме того, это исключает риск плавления периферийных металлов с помощью паяльного пистолета.
Какой припой вы используете для электроники
На самом деле припой доступен в различных формах, таких как гранулы, стержни, паста и проволочный припой, и в зависимости от состава в основном делятся на два типа.
1. Припой на основе свинца
2. Припой без свинца
Основное различие между ними заключается в их температуре плавления и наличии свинца, а из-за проблем со здоровьем люди любят использовать бессвинцовый припой в повседневной работе. Припой, состоящий из 60% олова и 40% свинца, является наиболее распространенным, а также более низким. точка плавления от 360 до 370 градусов по Фаренгейту.
Как выбрать лучший припой для электроники
Как уже говорилось, весь припойный провод выглядит так же, как и провод, но если мы углубимся, то обнаружим, что их типы и состав различны, и определим лучший припой с учетом фактора выбора электроники.Самый распространенный тип свинцового припоя из олова и свинца
Состав — Состав припоя, состоящий из контактов на основе свинца или бессвинца. Из-за низкой температуры плавления и возможности использования 60% олова и 40% свинца наиболее популярны, но из-за требований опасностей для здоровья рекомендуется использовать в коммерческих целях бессвинцовый.
Диаметр припойной проволоки : — Припойная проволока бывает разного диаметра для пайки различных электронных компонентов, подготовленных к использованию. Для больших паяных соединений требуется больший диаметр, а для небольших соединений рекомендуется точный припой меньшего диаметра.Обычные диаметры припоя включают припой 0,062 дюйма, 0,032 дюйма для общих целей.
Размер шпули : — если у вас мало проектов или меньше паяльных работ, вам рекомендуется покупать катушки меньшего размера, а для больших работ, чтобы сэкономить деньги, предпочтительнее использовать большую. Обычно катушки имеют вес 50 или 100 граммов.
Флюс: -Флюс является центральной частью проволоки и в основном используется для удаления окисления для образования твердых соединений. Канифоль — самый популярный тип флюса, используемый в обычной практике.Кислотный сердечник используется при сантехнических работах.
Можно ли использовать водопроводный припой для электроники
Насколько я понимаю, водопроводный припой более агрессивен и имеет кислотный характер. Таким образом, если мы используем водопроводный припой для ремонта электроники, это может привести к повреждению контактных площадок печатных плат электроники и компонентов, потому что электрический припой часто является более мягким сплавом по сравнению с сантехническим материалом.
Также водопроводный припой примерно в 5 раз больше диаметра, который вызывает вытирание и затрудняет удерживание во время процесса пайки.
Можно ли использовать свинцовый припой для электроники?
Лучший припой для ремонта электроники — это бессвинцовый канифольный припой для сердечников, который обычно используется для электропроводки. Вы также можете использовать этилированный припой, но при пайке это может создать опасность для вашего здоровья. В некоторых странах, например, в Европе, это полностью запрещено.
В припоях 60 40 и 63 37 оба припоя представляют собой свинцовые припои, но их температуры плавления немного различаются. А также стоимость олова также увеличивает стоимость материала, поэтому припой 60, 40 сердечника из канифоли используется чаще.
Лучшая толщина припоя для электроники
Припойбывает разной толщины, и для базового ремонта электроники и поиска неисправностей подойдет рекомендуемый лучший припой для ремонта электроники размером в диапазоне 0,4–1,0 мм в диаметре. Для более широких применений, таких как тензодатчики и сантехника, предпочтителен больший диаметр.
Где купить припой для электроники
Лучший припой для ремонта электроники, паяльные работы. Вы можете купить его на сайтах онлайн-покупок, таких как Amazon, eBay, а также на многих других формах пластин по лучшим ценам.
Используется обычно бессвинцовый канифольный припой для сердечников, который также может быть доступен в различных мастерских по ремонту электроники в ваших регионах.
Заключение — Подведение итогов
Итак, вот и все. Мы протестировали одни из лучших припоев для электроники для припоя электрических проводов, доступных на рынке в настоящее время. При этом имейте в виду, что для некоторых работ можно использовать бессвинцовый канифольный припой для сердечников, но вы можете использовать канифольный припой для сердечников 60 40 для пайки электрических проводов
На рынке доступны сотни лучших припоев для ремонта электроники, и вам, как покупателю, решать, как выбрать припой для ремонта электроники.Однако иногда неправильные решения могут испортить качество работы вашего продукта, особенно когда вы собираетесь купить что-то вроде лучшего припоя для электроники, поскольку это очень важный материал, который используется в ответственных работах.
РЕКОМЕНДУЕМЫЕ ВИДЕО ДЛЯ ВАС — Какой тип припоя следует использоватьКак паять: руководство для начинающих
11 мая 2015
Пайка может показаться сложным для новичка, хотя методы на самом деле довольно просты.В этом руководстве мы объясним, что такое пайка, дадим инструкции по пайке и дадим несколько полезных советов по безопасности, которым вы должны следовать при пайке.
Что такое пайка?
Пайка — это процесс соединения двух металлов вместе расплавлением припоя, металлической проволоки с низкой температурой плавления. Пайка обычно используется в электронике, ремонте компьютеров и при постоянном соединении компонентов на печатной плате.
Два основных типа компонентов
Есть два основных типа компонентов.Компоненты со сквозными отверстиями (также известные как компоненты с выводами — например, кабели или провода, а не ядовитый металл) устанавливаются через просверленные отверстия в печатной плате. Это делает их более физически безопасными и более подходящими для переключателей, разъемов, тяжелых компонентов и всего, что может выдержать большие нагрузки. Компоненты для поверхностного монтажа (SMD) просто помещаются на медные площадки (без отверстий) на одной стороне платы, что означает, что они занимают меньше площади платы, чем их эквивалент со сквозными отверстиями.Компоненты для поверхностного монтажа также, как правило, дешевле, и наблюдается все больший сдвиг в сторону их использования как способа снижения удельных затрат на продукт, поскольку их легко разместить на станке.
Паяльные инструменты
Паяльник
Паяльник — это основной инструмент, когда дело доходит до пайки, поскольку он обеспечивает тепло для плавления припоя. Для большинства работ с электроникой и печатными платами вам следует искать паяльник мощностью от 15 до 30 Вт, что-то выше, и вы рискуете повредить компонент или плату.
У вас также должна быть подставка для размещения паяльника, когда он не используется по соображениям безопасности, и губка для очистки жала перед использованием.
Типы припоя
Важно выбрать правильный тип припоя, так как только некоторые из них подходят для работы с электроникой. Есть два типа припоя; припой на основе свинца и припой без свинца. Свинцовый припой в основном использовался в прошлом и был сделан из смеси олова и свинца. Из-за проблем со здоровьем, связанных с использованием припоя на основе свинца, промышленность движется к использованию бессвинцового припоя, и ЕС требует, чтобы коммерчески доступная электроника использовала бессвинцовый припой.
Сердечник внутри припоя содержит флюс, предназначенный для улучшения электрического контакта и механической прочности паяных соединений. В разных отраслях промышленности используются разные типы флюсов. Флюс с кислотным сердечником используется для сантехники, а канифольный сердечник используется для электроники, поэтому для печатных плат и электроники всегда используйте канифольный сердечник.
Как пользоваться паяльником
Очистить наконечник
Первым делом очистите жало паяльника от старого припоя.Подключите утюг, включите его и подождите несколько минут, чтобы он нагрелся. Смочите губку водой и отожмите. После того, как паяльник нагреется, поместите жало на губку, протрите жало с обеих сторон и, если оно достаточно горячее, должно образоваться пара. Если губка слишком сухая, добавьте еще воды.
Лужить наконечник
Перед использованием паяльника жало необходимо залудить. Для лужения жала паяльника сначала нагрейте паяльник, затем покройте жало тонким слоем припоя. Это улучшает теплопередачу между наконечником и компонентом, который вы паяете, ускоряет и упрощает пайку и помогает поддерживать паяльник в хорошем состоянии.Рекомендуется всегда лужить жало паяльника до и после пайки.
Инструкции по пайке
- Возьмите паяльник основной рукой, а другой рукой возьмите кусок припоя.
- Поместите жало паяльника на контактную площадку и на вывод детали, которую вы хотите припаять.
- Добавьте 1–3 мм припоя под наконечник и, когда он расплавится, вытяните припой.
- Удерживайте кончик паяльника на контактной площадке и свинце еще на секунду.
- Верните паяльник на подставку, когда закончите его использовать.
- Если соединение хорошее, припой полностью покрывает контактную площадку и окружает вывод.
Ниже мы покажем пошагово процесс пайки:
Предварительно залудите первую подушку и выровняйте компонент SOIC. Припаяйте первую контактную площадку, а затем припаяйте противоположную угловую площадку, чтобы зафиксировать компонент, а затем припаяйте остальные выводы.
Пропустите предварительно согнутые провода резистора через печатную плату и припаяйте оба конца, удерживая резистор ровно на печатной плате, и припаяйте оба конца при помощи прихватки.Отрежьте лишний вывод и припаяйте оба конца
Установите компонент с правильной ориентацией и припаяйте противоположные концы ИС, чтобы зафиксировать на месте. Убедитесь, что ИС прилегает к печатной плате, и при необходимости отремонтируйте. После закрепления припаяйте остальные контакты.
Выровняйте QFP контактными площадками и закрепите припой на противоположных углах, при этом слегка надавив на QFP пальцем, чтобы удерживать его на месте.
Если посадка неудовлетворительна, разорвите прихваточное паяное соединение, ненадолго нагревая и осторожно приподнимая компонент пинцетом.Выровняйте компонент и снова закрепите припой по углам.
Установите QFP, нанесите флюс на контактные площадки и аккуратно проведите валиком припоя по линии пальцев. Растягивайте шорты по всей длине пальцев, снова растягивая их при каждой попытке. Не применяйте тепло постоянно.
Наконечники по безопасности при пайке
- При пайке всегда надевайте защитные очки.
- Не прикасайтесь к наконечнику или любым металлическим частям паяльника.
- Используйте паяльник подходящей мощности, так как слишком сильный нагрев может повредить печатную плату или компоненты.
- Подождите несколько минут, прежде чем прикасаться к припаянной поверхности, чтобы дать ей остыть.
- Во избежание возгорания никогда не кладите горячий паяльник на рабочую поверхность. Всегда возвращайте паяльник на подставку.
- Всегда отключайте паяльник от сети, если вы им не пользуетесь.
- По возможности используйте бессвинцовый припой.
- После пайки тщательно вымыть руки.
- Работайте в хорошо вентилируемом помещении, пользуйтесь вытяжкой и избегайте вдыхания паров.
Жала паяльника
- При покупке паяльника и припоя ориентируйтесь на маленький наконечник и тонкий припой.
- Старайтесь паять быстро, чтобы компоненты не оставались горячими слишком долго.
- Попробуйте найти кого-нибудь, кто имеет опыт пайки, чтобы проверить вашу работу и убедиться, что вы делаете ее правильно. Это может сэкономить вам много времени в будущем.
- Не оставляйте отпечатков пальцев на контактных площадках на печатной плате или выводах компонентов, так как это может предотвратить смачивание припоя.
- Нанесение флюса способствует смачиванию припоя, если поверхности припоя загрязнены, или для повторной обработки.
- Всегда отключайте паяльник от сети по окончании его использования, чтобы предотвратить подгорание и окисление жала.
Следуя советам и методам, приведенным в этом руководстве, вы сможете хорошо освоить основы пайки.
