Содержание:
Качество работ при использовании инверторной аппаратуры во многом определяется сварочной дугой, ее стабильностью и надежностью. Однако, скачки и перепады сетевого напряжения могут привести к сбою, и дуга самопроизвольно выключается. Чтобы избежать подобных ситуаций и обеспечить стабильный рабочий режим, применяется специальный прибор – осциллятор для инвертора. Он подключается параллельно к основному устройству, а его функция заключается в непосредственном возбуждении дуги и поддержании ее во время всего сварочного процесса. Электрическая схема осциллятораСхемы и конструкции сварочных осцилляторов могут отличаться, исходя из условий эксплуатации и частоты использования.
Как правило, эти устройства подключаются двумя способами:
Типовая схема состоит из следующих электротехнических компонентов:
Взаимодействие с инверторомПринцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц. Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке. Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях. Разновидности осцилляторовИспользование сварочного осциллятора возможно лишь в качестве дополнительного устройства. Сам по себе он не может обеспечить рабочий процесс, из-за малой мощности и невозможности к самостоятельному соединению и расплавлению металлов. Основное предназначение прибора заключается в зажигании дуги и поддержке ее стабильного состояния без контакта электрода с металлической поверхностью. Подобного результата удалось добиться за счет генерации высокого напряжения с высокой частотой, способного пробить воздушное пространство между металлом и электродом. Создается зона ионизированного воздуха, по которой в дальнейшем начинается течение уже основного сварочного тока.
В зависимости от рабочих режимов, все осцилляторы можно условно разделить на следующие группы:
Как самому изготовить приборПри наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.
Как правило, учитываются следующие факторы:
В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В. На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается. По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка. В варианте с электродами осциллятор для инвертора изготавливается уже по другим схемам, поэтому, чтобы не возникало путаницы, нужно заранее изучить готовый чертеж или составить собственную схему. Соблюдая все установленные правила, даже начинающий мастер соберет осциллятор. Особенности эксплуатацииКомфортная и безопасная работа со сварочной инверторной аппаратурой во многом зависит от установленных правил, требующих обязательного соблюдения. В этом случае сварка алюминия, нержавейки и других цветных металлов будет качественной и надежной.
В процессе эксплуатации нужно обратить внимание на следующее:
|






electric-220.ru
Осциллятор для сварки в аргоне, изготовленный своими руками по типовой схем
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.

Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
 Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
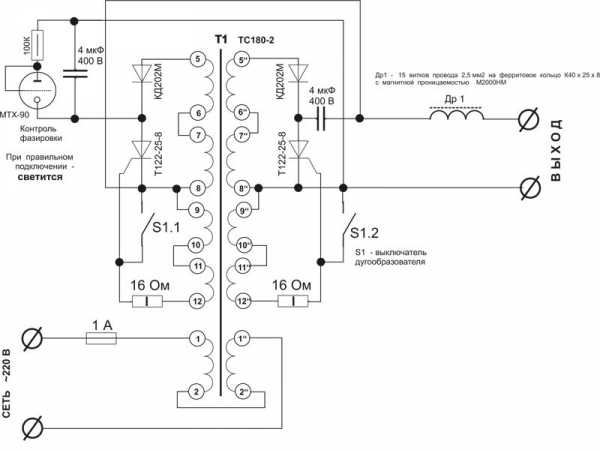
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
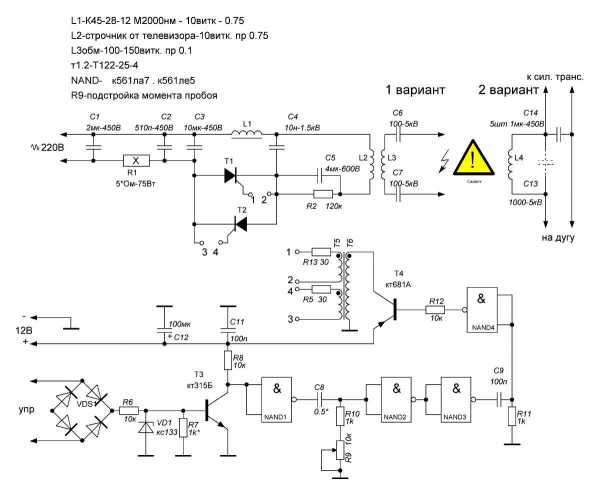
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.

Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.
На третьей схеме более подробно представлены элементы сборки.
При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
svaring.com
виды и характеристики, принцип работы, схема сборки своими руками
Без сварочных работ трудно представить современный мир. Даже в быту время от времени приходится выполнять некоторые сварочные работы. Для облегчения сварочного процесса нержавейки или цветных металлов необходим осциллятор.
Этот аппарат может зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для сварки. Для бытовых нужд необязательно приобретать промышленное изделие, поскольку вполне можно собрать осциллятор своими руками в условиях дома или небольшой мастерской.
Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Если лист металла тонкий, то при работе на небольших токах дуга постоянно тухнет. Неоднократное и постоянное её возбуждение забирает рабочее время. Для предотвращения подобных ситуаций тоже необходим осциллятор.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Номинальная мощность таких устройств примерно 250–350 Ватт.
Функциональная схема
Технические характеристики каждого прибора зависят от его конструкции и свойств элементов на схеме. Принципиально агрегат состоит из таких элементов:
- Колебательный контур. Он собран из индуктивной катушки и конденсатора. Катушка представляет собой вторичную обмотку трансформатора высокой частоты. Сам контур генерирует необходимые искры.
- Разрядник.
- Катушки дроссельные. Их количество — две единицы.
- Высокочастотный повышающий трансформатор. Он преобразует входные параметры напряжения в высокочастотные колебания.

Прибор также содержит вспомогательные электрические детали, которые отвечают за безопасность использования агрегата. Это защитный конденсатор, предохраняющий работника от поражения электрическим током и предохранитель.
Предохранитель должен срабатывать при коротком замыкании и пробое конденсатора.
Входное напряжение, проходя через обмотки повышающего трансформатора, проходит через колебательный контур и начинает зарядку конденсатора. Затем, после зарядки последнего до необходимой ёмкости, происходит разряд и возникает пробой. Пробой вызывает короткое замыкание колебательного контура, вследствие которого возбуждаются резонансные колебания. Ток высокой частоты, создающий эти колебания, через защитный конденсатор и обмотки катушки доходит до сварочной дуги.
Защитный конденсатор свободно пропускает высокочастотный ток, который отличается также большой величиной напряжения. Но этот блокировочный конденсатор не способен пропускать ток низкой частоты, так как обладает большим сопротивлением. Это свойство мешает пройти низкочастотному току от сварочного прибора и является надежной защитой от короткого замыкания.
Последовательность процесса сварки
Невзирая на некоторые отличия в сборке, использование устройств этого класса проходит по одному сценарию. Можно так представить последовательность работы прибора:
- Сварщик на горелке нажимает кнопку «Пуск».
- Выпрямитель на входе получает напряжение из сети, выпрямляет и отправляет на накопитель.
- Накопительный узел заряжается.
- После срабатывания накопительного конденсатора, освобождается импульс.
- Импульс поступает на высокочастотный трансформатор и преобразовывается в высоковольтный импульс.
- Одновременно срабатывает клапан газа и выходит аргон из аргонно содержащей камеры.
- После короткого разряда тока, дуга зажигается в газовом облаке и начинается процесс сварки.
- Когда начинает работать сварочный ток с силой, превышающей пять ампер, то импульс затухает. Происходит процесс сварки с установленными на аппарате значениями. При потере контакта возникает следующий импульс для возрождения дуги.
- Когда сварка заканчивается, прибор завершает процесс.
При изготовлении аргоновой горелки своими руками, конструкция может быть упрощена и прибор становится полуавтоматом. В этом случае при случайном завершении процесса сварки надо вручную включать бесконтактный поджиг, нажимая кнопку «Пуск».
Виды осцилляторов
Устройства этого типа в зависимости от вида работ, могут быть кратковременного или постоянного действия. Таким образом, осцилляторы делятся на:
- Устройства непрерывной работы.
- Аппараты с импульсным питанием.
При сварке тонких листовых материалов лучше подходит прибор постоянного действия, так как розжиг будет производиться сразу при поднесении к заготовке. В процессе сварки горение будет ровное и все время поддерживаться. В результате получится чистый и аккуратный шов.
Для безопасности рекомендуется последовательное соединение устройства. Если предусмотрено параллельное подключение, то надо установить защиту от напряжения. При выполнении работ с алюминием, которые выполняются исключительно на переменном токе, применяют импульсные аппараты.
Сборка в бытовых условиях
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.

В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.
Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.
Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Чтобы получить максимальную стабильность, ко второй обмотке второго каскада подключают катушку от любого электрошокера. Для этого в схему устройства приходится подключать аккумулятор напряжением в шесть вольт. Он обеспечивает питание этой катушки.
Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.
При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
obrabotkametalla.info
Создание осциллятора для инвертора и для сварки своими руками
Осциллятор для сварки является важным прибором для проведения подобных работ в различных промышленных производствах. Также может применяться и в домашнем хозяйстве. Однако не всегда стоит приобретать подобные устройства, хотя спрос на них велик. Ведь можно без проблем сделать осциллятор своими руками.
Принцип действия прибора
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт. Такая работа осциллятора создает импульсы периодом до нескольких десятков микросекунд. Сходные параметры работы, когда ток высокой частоты проходит в сварочную цепь, обусловлены высокой мощностью от 250 до 350 ватт.
Из чего состоит осциллятор
Изготовленный своими руками сварочный прибор имеет возможности, которые соответствуют осуществлению сварочных работ на производстве или в домашних условиях. Применяя его, можно произвести сварку алюминия и других похожих по свойствам металлов.
Основные электрические составляющие данного аппарата:
- Разрядник;
- Катушки дросселей;
- Стандартный и высокочастотный трансформатор;
- Колебательный контур.
Контур, который создается с участием конденсатора и трансформатора высокой частоты, позволяет создавать затухающие искры. При этом конденсатор защищает само устройство и работника от воздействия электричества и возникающих в результате травм. При пробое электрическая цепь размыкается специальным предохранителем.
Порядок изготовления осциллятора
Если вам предстоит сваривать преимущественно алюминиевые детали, то можно изготовить сварочный агрегат своими силами. Монтаж осуществляется одной из наиболее известных схем:
 Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;- Затем необходимо произвести установку разрядника, который будет пропускать искру;
- После чего следует присоединение еще одного важного элемента. Таковым является колебательный контур с блокировочным конденсатором, который способен генерировать высокочастотные импульсы, чтобы добиться необходимых показателей.
 Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;Осциллятор готов к работе, его основным элементом является колебательный контур. Обязательным должно быть наличие блокировочного конденсатора. Все это помогает создать необходимые импульсы. В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
Процесс работы достаточно простой. После запуска начинает загораться разрядник, создающий частотные импульсы. За это ответственнен высоковольтный трансформатор. Высокомагнитное поле появляется через дугу, затем преобразовывается с помощью катушки, изготавливаемой путем наматывания сварочного кабеля. Плюс идет на горелку, а минус на деталь, в результате газ будет поступать через клапан в горелку. Начинается процесс сварки.
Перед созданием такого устройства следует внимательно ознакомиться с чертежами. Даже начальные познания в электротехнике вкупе с навыками конструирования помогут без серьезных проблем изготовить данный осциллятор. Еще важно соблюдать технику безопасности и помнить о вероятности поражения электрическим током.
Особенности изготовления
 Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Немаловажным является грамотная эксплуатация устройства, ибо при несоблюдении техники безопасности можно получить серьезные травмы. Тщательно подойдите к сборке техники, выбирайте исключительно такие компоненты, которые подходят по своим характеристикам. Соблюдение всех рекомендаций значительно облегчает сборку осциллятора в домашних условиях. Достаточно наличия соответствующих инструментов и деталей.
Осциллятор для сварки является важным инструментом как на производстве, так и в домашнем быту. С его помощью обеспечивается стабильная и сильная дуга, помогающая сваривать различные алюминиевые конструкции. Знание соответствующих разделов физики и электротехники облегчает в соответствующей степени работу и создание подобных устройств. При этом нельзя забывать и о грамотной эксплуатации осциллятора, ведь есть вероятность получить травмы при поражении электрическим током. Удачного создания сварочных осцилляторов!
tokar.guru
схема подключения и изготовление своими руками
Цветные металлы и нержавейка – вот контрольные слова во время тяжелых раздумий типа «вот только осциллятора мне не хватало для полного счастья». С ответственностью заявляем: не будет вам полного счастья с дугой, если вы варите нержавейку, алюминий или цветные металлы. Даже с инвертором. Даже с правильными электродами и серьезным опытом в сварочном деле.
Дуга будет вас подводить: или трудный розжигом, или нестабильностью и способностью тухнуть в самое неподходящее время. А вольфрамовый электрод будет к тому же липнуть. Справится с этими бедами поможет только один аппарат – осциллятор. Так что никуда вам от него не деться. Придется купить или сделать своими руками.
Хороший осциллятор стоит немалых денег, поэтому, если вы занимаетесь сваркой время от времени, есть смысл разобраться в его устройстве, чтобы сделать его своими руками.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.

Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В состав аппарата с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Осциллятор своими руками
Несмотря на то, что на рынке предлагаются сварочные осцилляторы самых разных моделей, может возникнуть необходимость соорудить такой аппарат самостоятельно. Реализация такой идеи вполне реальна, сделать это устройство своими руками – задача не из самых простых, но и не бином Ньютона.
Для начала убедитесь в том, что сварочный осциллятор своими руками вам действительно нужен и рентабелен.

Схема подключения осциллятора.
Вот какие факторы помогут вам в этом:
- Вы собираетесь варить нержавейку, алюминий или цветные металлы.
- Вы используете постоянный или переменный ток с напряжением.
- Мощность тока не превышает 250 Вт.
- Вторичное полученное напряжение должно быть равно или выше 2500 В.
Если у вас есть сварочный преобразователь, работа пойдет намного легче: ваш постоянно действующий аппарат будет подключаться к сварочной сети последовательно, что значительно проще. Кроме того, дуга будет вести себя намного лучше.
Она будет устойчиво гореть, и ее можно будет поджигать без контакта со свариваемой поверхностью вне зависимости от силы тока.
Осциллятор лучше собирать на прямоугольной плате. Высокочастотный трансформатор в компании с предохранителем и цепью управления размещаем слева, дроссель – справа. А в центре установим два конденсатора: колебательного контура и второй блокировочный для изоляции тока низкой частоты от всей сварочной цепи.
Подобрать оптимальный трансформатор помогут характеристики тока, которые требуются во второй обмотке. Катушка индуктивности должна быть сдвоенной – так надежнее. Если у вас последовательно соединены два колебательных контура, ток и напряжение будут стабильными.

Электрическая схема прибора.
Колебательные контуры должны быть одинаковыми и должны состоять из следующих компонентов:
- конденсатора;
- варистора напряжения;
- катушки индуктивности из ферритового стержня.
Разрядник требует особой жесткой платы, так как при срабатывании температура должна понижаться. Вольфрамовые электроды должны быть не меньше 2-х мм в диаметре, их нужно разместить строго параллельно, для этого их торцуют. Ширина зазора между ними регулируется винтом.
Первый каскад подключаем к клеммам инвертора, а второй каскад – к сварочной горелке и свариваемой заготовке. Для высокой стабильности работы к вторичной обмотке второго каскада нужно подключить катушку с отдельным питанием от аккумулятора.
Обязательное требование – корпус должен быть устойчивым к влаге, и со специальными отверстиями для вентиляции.
Правила работы на самодельном осцилляторе
Понятно, что главные требования – это безопасность и надежность работы аппарата.
Принципиальная схема осциллятора.
Для их соблюдения нужно:
- Проверять на постоянной основе работу блокировочного конденсатора. Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
- Взять себе за правило заниматься регулировкой и настройкой устройства только при его отключении от сети.
- Счищать нагар с электродов, делать это постоянно.
- Частота импульсов от осциллятора не должна превышать 40 мкс: следить за этим.
Осциллятор для сварки своими руками – очень грамотное технологическое дополнение к вашему сварочному оборудованию, если вы занимаетесь сваркой специфических металлов: нержавейки и алюминия. Осциллятор можно купить, а можно сделать своими руками. Для этого нужны ясная голова, хорошие руки и наши советы.
Желаем надежных конденсаторов, параллельных электродов и качественных обмоток в ваших трансформаторах. И хороших заказов!
tutsvarka.ru
Сварочный инвертор своими руками: схема и сборка
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку. Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.

Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.

Технологический процесс аргонной сварки
Главное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
Вторым по важности будет необходимость подключения осциллятора. Он нужен для розжига электрической дуги при использовании вольфрамового электрода. Кроме того, зажигать нужно на угольной пластине, а гасить вдали от свариваемых деталей.

Осциллятор для сварки
Схема для осциллятора
При сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током

Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
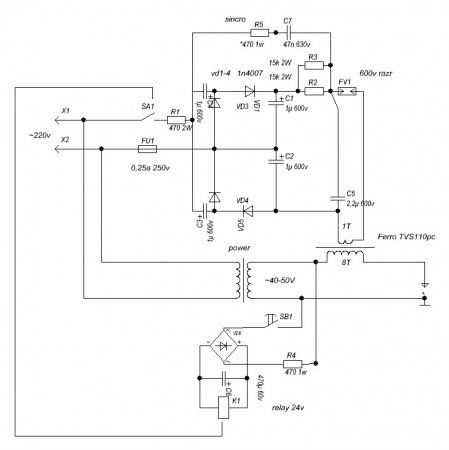
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.

На базе таймера NE555.

Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
Необходимые материалы для изготовления аппарата
Для изготовления аппарата аргонной сварки из инвертора своими руками потребуется несколько частей:
- инвертор, подходящий для сварки ММА;
- баллон с аргоном;
- TIG-горелка;
- шланги и кабели для соединения;
- осциллятор;
- редуктор.
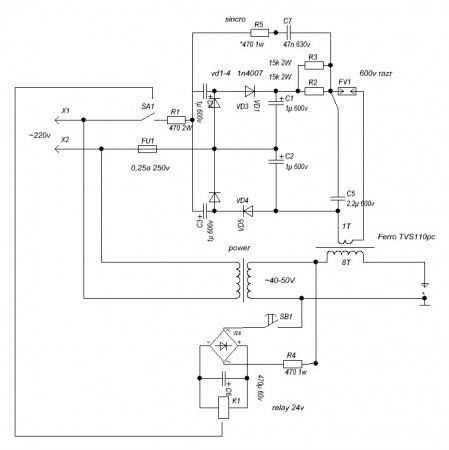
Схема сварки переменным током
Если есть возможность, то лучше воспользоваться заводскими блоками. Можно сказать, это будет аппарат для ММА с дополнительными модулями. Но самодельная установка выйдет по стоимости в два раза дешевле, чем покупка заводского агрегата с TIG-режимом.
При покупке обязательно нужно обратить внимание на горелку — нужна рассчитанная на диаметр вольфрамовых стержней и ток силой до 200 А. Такие параметры предусмотрены в некоторых моделях для бытового использования, они гораздо дешевле промышленных. В интернете можно найти способы изготовления горелки, но стоит учесть, что заводское качество и широта настроек лучше, чем у самодельных агрегатов, а по цене сборка будет минимально отличаться от покупки готовой.
Та же проблема и с рукавом. Самостоятельная сборка даст плохо гнущийся и тяжелый, а приобретение готового вполне сопоставимо по цене электрического и газового шланга, плюс разъемы для подключения к горелке и инвертору.
Горелка для аргонной сварки
Пошаговая инструкция по изготовлению
Изготовление агрегата аргонной сварки своими руками состоит из нескольких последовательных действий:
- Подключение осциллятора к инвертору.
- Подключение кабелей: масса к «+» клемме осциллятора, провод от горелки — к «-» клемме. Если планируется варить алюминий, то подключение обратное.
- Горелка подключается к сварочному рукаву с газовым шлангом и питанием.
- К газовому баллону прикручивается редуктор, и через него подсоединяется газовый шланг.
- Осциллятор подключается к блоку питания на 6 Вт, а инвертор в сеть с 220 В.

Схема инверторного сварочного аппарата
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Видео: Сварочный инвертор из ATX блока питания
promzn.ru
Как осуществить подключение осциллятора к инвертору
Подключение осциллятора к инвертору
Осциллятор — устройство, выполняющее поступательные движения. В ходе их осуществления положение стрелки периодически меняется. При применении его в сварке осуществляется бесконтактное возбуждение электрической дуги путем стабилизации ее горения.
Инверторы — аппараты для превращения постоянного тока в переменный. При их присоединении к осциллятору возникает максимально эффективная сварочная деятельность без образования вредных веществ.
Как осуществляется подключение осциллятора к инвертору
Для эффективного подключения осциллятора к инвертору требуется соблюдать точную последовательность действий. При неправильности выполнения хоть одного пункта образуется сбой в электрической сети и перегрузка в цепи. Таким образом, подключение производиться так:
Для улучшения работоспособности инвертора между выходными клеммами аппарата требуется подсоединить защитную цепь. При оснащении инвертора системой уменьшения холостого хода, инвертер с двумя клеммами следует оснастить резистором. Его сопротивление должно быть достаточным для быстрого запуска преобразователя.
Применение осциллятора
Осциллятор-стабилизатор сварочной дуги применяется в следующих случаях:
- для бесконтактного возбуждения дуги в сварке при с применением вольфрама на постоянном и переменном токе.
- для развития улучшенных поступательное движений в режиме ручной дуговой сварки.
- для отключения электропроводности сварочного аппарата в перерывах между процессом сваривания деталей с применением вольфрама на постоянном и переменном токе.
Аппарат для бесконтактной сварки предназначен для применения в замкнутом пространстве со следующими температурными характеристиками:
- Возвышение над морем – не более 1 км при температуре – от 0 С до 40 С;
- относительная влажность воздуха при температуре 25 градусов С.
- Аппарат бесконтактный не рекомендуется применять в пыльной или взрывоопасной среде, а также имеющей загазованность, вредную для изолянта.
Преимущества инвертора
Инверторы имеют следующие преимущества:
- Устойчивость сварочной дуги.
- Постоянные размеры сварочного цикла при любых значениях.
- Умственная система управления охлаждением способствует увеличению коэффициента постоянной нагрузки;
- Система сброса холостого хода предполагает выполнение безопасных сварочных работ в условиях повышенной влажности.
www.ecoenergos.ru
