Сварочная установка УДГ-501-1 для аргоно-дуговой сварки
Купить Сварочную установку УДГ-501-1
Сварочная установка УДГ-501-1 для аргоно-дуговой сварки — УДГ501-1.
|
| Сварочная установка УДГ-501-1: Профессиональная установка для сварки неплавящимся электродом в среде инертных газов: Сварочная установка УДГ-501-1 предназначена для аргоно-дуговой сварки на переменном токе алюминия и его сплавов . Сварочная установка УДГ-501-1 обеспечивает плавное регулирование сварочного тока, бесконтактное возбуждение дуги при помощи высокочастотного возбудителя. Сварочная установка УДГ-501-1 обладает автоматической продувкой газового тракта до зажигания дуги и задержкой отключения газа после окончания сварки с помощью регулирования их времени. Качественную сварку позволяет производить автоматическое нарастание сварочного тока в начале сварки и плавный спад сварочного тока в конце (заварка кратера). При сварке на переменным токе обеспечиваются стабилизация горения дуги и регулирование постоянной составляющей. |
Технические характеристики сварочной установки УДГ501-1
| Параметры | Единицы измерения | Величина |
| Напряжение питания (50Гц) | В | 1×380 |
| Потребляемая мощность, не более | кВА | 40 |
| Номинальный сварочный ток при ПВ=60% | А | 500 |
| Номинальный сварочный ток при ПВ=100% | А | 385 |
| Пределы регулирования сварочного тока | А | 40..500 |
| Продолжительность цикла сварки | мин | 10 |
| Напряжение холостого хода, не более | В | 80 |
| Номинальное рабочее напряжение | В | 18 |
| Диаметр вольфрамовых электродов | мм | 2,0…10,0 |
| Расход аргона | л/мин | 5…15 |
| Расход воды | л/ч | 75 |
| Габариты | мм | 700х685х885 |
| Масса, не более | кг | 250 |
Купить Сварочную установку УДГ-501-1
bpks.ru
Восстанавливаю УДГ-501-1УХЛ4, нужна помощь. — Оборудование для аргонодуговой сварки
Здравствуйте, в общем приобрел для своей мастерской удг-501-1
Сам аппарат немного пограблен, в осциляторе вроде все на месте.
Не хватает потенциометров на лицевой панели, не известны их диапазоны.
Кнопки вентилятора есть, поставлю, провода к ним приходят.
Тумблер куплю, по нему вроде тоже понятно.
А вот дальше беда, впереди в низу обрезан силовой и отсутствует какой-то элемент.
С обратной стороны тоже не понятно как проходит силовая цепь после автомата.
В блоках с электроникой тоже отсутствует трансформатор.
Паспорт скачал здесь, но он не того иполнения.
Просьба ко всем кто сможет чем помочь, не проходите мимо.
Фотографий много, буду потихоньку выкладывать, пишу со смартфона.
Ну и с 23Февраля всех!








www.chipmaker.ru
Оборудование для аргоно-дуговой сварки
Установки сварочные TIG для дуговой сварки неплавящимся электродом в среде аргона постоянным или переменным током нержавеющих, титановых, медно-никелевых и алюминиевых сплавов.
Установки для дуговой сварки неплавящимся электродом в среде инертных газов
УДГУ-302 УДГ-501-1
Все аргонодуговые установки независимо от их размеров и мощности, имеют широкую гамму функциональных возможностей, обеспечивающих высококачественную сварку:
— Бесконтактное возбуждение дуги при помощи высокочастотного возбудителя.
— Плавное регулирование сварочного тока.
— Автоматическое нарастание сварочного тока в начале сварки и плавный спад сварочного тока в конце (заварка кратера). Время нарастания тока и его спада плавно регулируется.
— При сварке на переменном токе обеспечиваются:
— стабилизация горения сварочной дуги;
— регулирование постоянной составляющей.
Профессиональная аргонодуговая сварка неплавящимся (вольфрамовым) электродом в производственных цехах и ремонтных службах.
УДГУ-302
— на постоянном токе нержавеющих и малоуглеродистых сталей, медно-никелевых и титановых сплавов;
— на переменном токе алюминия и его сплавов. При сварке на переменном токе регулируется соотношение между положительной и отрицательной полуволной сварочного тока. При увеличении положительной полуволны улучшается очистительный эффект, а при увеличении отрицательной полуволны — эффект проплавления. При установлении оптимального соотношения между полуволнами получается хорошо зачищенный шов с необходимым проплавлением.
УДГ-501-1
— Мощная установка для сварки алюминия и его сплавов на переменном токе.
Стабилизация тока при колебаниях напряжения сети обеспечена во всех установках данной серии (УДГ-3010, УДГУ-302 и УДГ-501-1).
Импульсный режим сварки реализован в установках УДГ-3010 и УДГУ-302, а также в модуле АДМ-251. При импульсной сварке ток автоматически меняется между высоким уровнем импульсного сварочного тока и низким уровнем паузы.
В установках плавно регулируются:
Блок разъемов
— величина тока импульса;
— величина тока паузы;
— длительность импульса;
— длительность паузы.
Подключение автоматов ТИГ-сварки возможно для установок УДГУ-302 и УДГ-501-1.
Блок разъемов, которым могут комплектоваться установки УДГУ-302 и УДГ-501-1, позволяет существенно увеличить расстояние от установки до места сварки — 15 м.
Технические характеристики
Параметры | УДГУ-302 | УДГ-501-1 | |
| Напряжение питания, 50 Гц | В | 3 х 380 | |
| Потребляемая мощность, не более | кВА | 25 | 40 |
| Род сварочного тока | пост/перем. | перем. | |
| Номинальный сварочный ток (ПВ) | А (%) | 315 (60%) | 500 (60%) |
| Продолжительность цикла сварки | мин | 10 | |
| Диапазон регулирования сварочного тока | А | 10 … 315 | 40 … 500 |
| Режим импульсной сварки: — ток импульса — ток паузы — длительность паузы |
|
|
|
| Напряжение холостого хода, не более | В | 100 пост. | 80 |
| Номинальное рабочее напряжение | В | 20 | 20 |
| Диаметр электродов: — вольфрамовый — штучный | мм |
|
|
| Расход аргона | л/мин | 5 … 10 | 5 … 15 |
| Расход воды, не менее | л/ч | 75 | |
| Степень защиты | IP22 | ||
| Масса | кг | 250 | 220 |
| Габариты (ДхШхВ) | мм | 700х700х900 | 700х685х885 |
| Рекомендуемые толщины при сварке ТИГ: малоуглеродистые стали нержавеющие стали титановые сплавы медноникелевые сплавы алюминий и сплавы | мм |
|
|
Установка сварочная УДГ-161
Установка УДГ-161 для аргонодуговой сварки.
Установка УДГ-161 предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на постоянном токе металлов кроме алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА).
Источник установки УДГ-161 имеет широкий диапазон плавного регулирования сварочного тока. Источник имеет тиристорную регулировку сварочного тока.
Установка сварочная УДГ-180
Установка УДГ-180 для аргонодуговой сварки.
Установка УДГ-180 предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА).
Источник установки имеет широкий диапазон плавного механического регулирования сварочного тока, обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя-стабилизатора.
Регулировка тока осуществляется механическим ручным перемещением магнитного шунта вертикального исполнения.
Установка сварочная УДГУ-251
Установка УДГУ-251 AC/DC для аргонодуговой сварки.
Установка УДГУ-251 АС/DC предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на постоянном или переменном токе всех металлов и для ручной дуговой сварки покрытыми электродами (режим ММА.
Установка сварочная УДГУ-251 имеет переключение переменный/постоянный ток (АС/DC). Источник установки сварочной УДГУ-251 имеет тиристорное управление, широкий диапазон плавного регулирования сварочного тока, обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя-стабилизатора повышенной надежности и мощности.
Установка сварочная УДГУ-302
Профессиональная установка УДГУ-302 для сварки неплавящимся электродом в среде инертных газов.
Установка сварочная УДГУ-302 предназначена для аргоно-дуговой сварки на постоянном токе нержавеющих и малоуглеродистых сталей, медноникелевых и титановых сплавов, на переменном токе — алюминия и его сплавов.
Установка сварочная УДГУ-302 обеспечивает плавное регулирование сварочного тока, бесконтактное возбуждение дуги при помощи высокочастотного возбудителя.
Установка сварочная УДГУ-351
Установка УДГУ-351 АС/DC для аргонодуговой сварки.
Установка УДГУ-351 предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и на постоянном токе любых металлов кроме алюминия, также для ручной дуговой сварки покрытыми электродами (режим ММА) на постоянном и переменном токе. Установка сварочная УДГУ-351 имеет переключение переменный/постоянный ток (АС/DC). Источник установки сварочной УДГУ-351 имеет тиристорное регулирование и обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя — стабилизатора. Наличие регулировок начального тока сварки, величины сварочного тока, времени продувки газа в начале и в конце сварки , времени спада тока в конце сварки позволяет выбрать оптимальный режим сварки.
Установка сварочная УДГУ-501
Установка УДГУ-501 АС/DC для аргонодуговой сварки
Установка УДГУ-501АС/DC предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА). Имеется переключение переменный/постоянный ток (AC/DC). По спецзаказу выполняется версия установки с плавным регулированием нарастания сварочного тока, устанавливается специальный осциллятор для повышения качества сварного соединения и для работы на длинных кабелях (шлейфах) горелки. Источник установки имеет широкий диапазон плавного регулирования сварочного тока, обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя-стабилизатора повышенной мощности.
Установка сварочная УДГ-501-1
Установка УДГ-501-1: Профессиональная установка для сварки неплавящимся электродом в среде инертных газов:
Установка УДГ-501-1 предназначена для аргоно-дуговой сварки на переменном токе алюминия и его сплавов .
Установка сварочная УДГ-501 обеспечивает плавное регулирование сварочного тока, бесконтактное возбуждение дуги при помощи высокочастотного возбудителя.
Горелки сварочные для аргоно-дуговой сварки (с кабель-шлангами и разъемом)
Модель | Ток | Род св. | Охлаждение | Ø вольфр. |
горелка ГР-4 (4 м) | 160 | AC/DC | вода | 0,8-4,0 |
горелка ГР-6 (4 м) | 315 | AC/DC | вода | 3,0-6,0 |
горелка ГР-10 (4 м) | 500 | AC/DC | вода | 5,0-10,0 |
горелка ГИ-101 (6ДЭ.394.400) | 100 | DC | газ | 0,5-2,0 |
горелка ГИ-201 (6ДЭ.394.399) | 200 | DC | газ | 0,8-4,0 |
горелка ГИ-203 (4 м) | 100 | АС/DC | вода | 0,5-3,2 |
горелка АГНИ-03М (4 м) | 160 / 200 | AC/DC | газ | 2,0-4,0 |
горелка АГНИ-12М (4 м) | 160 / 200 | AC/DC | газ | 2,0-4,0 |
горелка АГНИ-07МУ (4 м) | 250 / 315 | AC/DC | вода | 3,0-5,0 |
горелка АГНИ-17МУ (4 м) | 250 / 315 | AC/DC | вода | 3,0-5,0 |
ГОРЕЛКИ СВАРОЧНЫЕ ТИГ
Характеристики | ГИ-201 | ГР-4 | ГР-6 | ГР-10 | |
Применение | УДГУ-122 | УДГУ-302 | УДГУ-302 | УДГ-501-1 | |
Сварочный ток | А | 200 | 160 | 315 | 500 |
Диаметр электрода | мм | 0,8 … 4 | 0,8 …4 | 3 … 6 | 5 … 10 |
Длина шланга | м | 3 | 3 | 3 | 3 |
Охлаждение | газ | вода | вода | вода | |
Горелки сварочные для аргоно-дуговой сварки ABICOR BINZEL (Германия)
Модель | Ток ном., А | Род св. тока | Охлаждение | Ø вольфр. |
горелка SR-17 (газ, 4м) | 125/140 | АС/DC | Газ | 0,8-2,0 |
горелка SR-18 (вода, 4м) | 240 / 320 | AC/DC | вода | 0,5-4,0 |
горелка SRT-20 (вода, 4м) | 200 / 220 | AC/DC | вода | 0,5-3,2 |
горелка SR-26 (газ, 4м) | 220 / 240 | AC/DC | газ | 0,5-4,0 |
| горелка SR-400 (вода, 3м) | 430 / 450 | AC/DC | вода | 2,0-6,0 |
| горелка SR-9 (газ, 4м) | 95 / 110 | AC/DC | м | 0,5-2,0 |
| горелка SR-20 (вода, 3м) |
ksptrade.ru
6.6. Возбудитель-стабилизатор установок удг-301 и. Удг-501
Этот стабилизатор работает как в режиме возбуждения дуги, так и в режиме стабилизации при горении дуги. Цепь его коммутатора управляется при сварке напряжением дуги, при возбуждении — напряжением холостого хода. Схема возбудителя-стабилизатора приведена на рис.6.7. Накопитель С2 заряжается от однополупериодного выпрямителя VD1 через резистор R1 и разряжается либо через первичную обмотку автотрансформатора TI (при разомкнутом контакте К -холостом ходе источника питания G), либо непосредственно на дуговой промежуток (через дроссель LI и резистор R2) -при дуге (контакт К замкнут коммутатором VS).
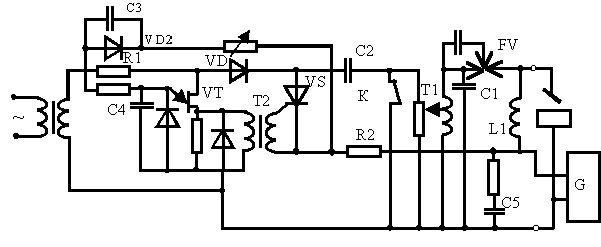
Рис.6.7. Принципиальная электрическая схема возбудителя – стабилизатора дуги установки УДГ-301 и УДГ-501
При холостом ходе импульс, трансформируемый автотрансформатором TI, заряжает конденсатор CI (высоковольтный накопитель). При пробое разрядника FV возникают колебания в контуре, образованном конденсатором СI и дросселем L1. Конденсатор С5 служит для защиты источника питания от высокого напряжения. Тиристор VS управляется or двухбазового диода VT через импульсный трансформатор Т2. На эмиттер двухбазового диода поступает разность напряжений обратной полуволны и стабилитрона VD2 и заряжает конденсатор С4 до срабатывания диода VT. При резкой смене напряжения (в пик зажигания) напряжение поступает через конденсатор СЗ. что обеспечивает своевременное выделение импульса при сварке.
6.7. Возбудитель — стабилизатор всд-01
Возбудитель — стабилизатор (рис. 6.8) спроектирован так, чтобы удовлетворить условиям как начального так и повторного зажигания дуги. Он включается последовательно в цепь вторичной обмотки сварочного источника G. Возбудитель запитывается напряжением сети через трансформатор TI и выпрямительный блок VD1 с фильтром СI.
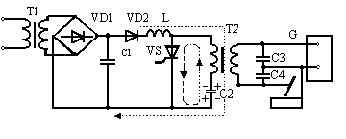
Рис. 6.8. Упрощенная схема возбудителя-стабилизатора ВСД–01
В первом цикле накопительный конденсатор С2 заряжается по цепи, указанной сплошной линией, такой полярностью, которая изображена + и — без скобок. В начале каждого полупериода сварочного напряжения система управления откроет тиристор VS в результате чего по короткой цепи, показанной сплошной тонкой линией, пройдет мощный импульс разряда конденсатор C2 на первичную обмотку повышающего трансформатора Т2. При этом конденсатор С2 перезарядится полярностью, показанной знаками (+) и (-) со скобками, а тиристор VS к концу перезаряда запрется. В результате потенциалы блока VD1 и конденсатора С2 складываются. Поэтому в следующем цикле конденсатор зарядится до более высокого напряжения. Такой характер перезаряда С2 приводит к тому, что его напряжение вчетверо превысит напряжение питания.
Импульс перезарядки конденсатора С2 трансформируется во вторичную обмотку Т2, что приводит к возбуждению высокочастотного контура Т2-С3-С4.Разряд конденсатора С4 подается на межэлектродный промежуток, возбуждает дугу или (при горящей дуге) стабилизирует ее в начале обоих полупериодов. Частота следования таких серий высокочастотных импульсов 100 Гц. Момент генерации разряда может быть настроен системой управления так, чтобы совместить его с переходом сварочного напряжения через нуль или выполнять с небольшой задержкой.
studfile.net
I техническое описание 1 1 назначение установки — архив
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. Назначение установки.
1.1.1. Установка УДГ-301-1 и установка УДГ-501-1 (рис.1), (именуемая в дальнейшем «установка») предназ-начены для ручной дуговой сварки алюминия и его сплавов. Установка может применяться также в качестве источника питания для автоматической сварки.
1.1.2. Сварка осуществляется на переменном токе неплавящемся вольфрамовым электродом марки BA-1А в среде аргона. Для сварки должен использоваться чистый газообразный аргон марки Б, ГОСТ 10157-73.
1.1.3. Установка стационарная ,предназначена для работы в закрытых помещениях, на высоте до 1000 м над уровнем моря , в районах с умеренным климатом (УХЛ4) , при температуре воздуха oт +lC до +35°С и отно-сительной влажности воздуха до 80% (при +25С), а также в районах с тропическим климатом (T4) при тем-пературе окружающего воздуха от +1С до +45°С в относительной влажности воздуха до 98% (при +35 С). Воздух в помещении не должен содержать примесей, разрушающих изоляцию и вызывающих коррозию ме-таллических частей.
1.1.4. Охлаждающая вода должна удовлетворять следующим требованиям :
1.2. Технические характеристики.
1.2.1. Основные параметры установок приведены в табл.1.
1.2.2. Габаритные размеры и масса составных частей установок приведены в табл.2.
Таблица 2
Наименование
Габаритные размеры не более, мм
Масса, кг
высота
длина
ширина
не более
Шкаф управления УДГ-301-1
900
700
1100
390
Шкаф управления УДГ-501-1
900
700
1100
390
Блок поджигания
350
400
520
20
Горелка малая (ГР-4)
88
255
35
0,45
Горелка средняя (ГР-6)
140
260
35
0,6
Горелка большая (ГР-10)
175
270
40
0,9
1.2.3. Максимальные расстояния между составными частями установки (длины соединительных проводов и шлангов) составляют:
от шкафа управления до переносного блока управления — 10 м;
от переносного блока поджигания до горелки (шланг сварочной горелки) –3 м.
1.3. Состав изделия.
1.3.1. Каждая установка состоит из шкафа управления, переносного блока поджигания, сварочной горелки, турели, соединительных проводов и шлангов.
Турель устанавливается на источнике питания, служит опорой для выносного блока поджигания и обеспе-чивает возможность его поворота вокруг вертикальной оси.
Каждая установка снабжается комплектом запасных частей и технической документации.
1.3.3. Установка УДГ-301-1 комплектуется двумя сварочными горелками: малой и средней (установка УДГ-501-1 — тремя сварочными горелками: малой, средней и большой).
1.3.4. Провода для подключения установки к сети, а также баллон для защитного газа в комплект поставки не входят.
1.4. Устройство и работа установки.
1.4.1. Принципиальная электрическая схема установки (рис.2) обеспечивает:
зажигание дуги пробоем дугового промежутка высокочастотной искрой импульсного осциллятора;
для снижения помех радиоприему и телевидению осциллятор работает по следующему циклу: 0,9 с — работа, 10 с – пауза;
поддержание горения дуги о помощью импульсного стабилизатора;
компенсацию постоянной составляющей сварочного тока„ осуществляемую специальным полупроводниковым блоком;
плавное регулирование сварочного тока с помощью тиристорного регулятора напряжения путем подмагничивания шунта сварочного трансформатора;
плавное снижение сварочного тока специальным устройством для заварки кратера;.
защиту элементов установки от напряжения высокой частоты, создаваемого осциллятором, с помощью индуктивно-емкостного фильтра;
подачу защитного газа — аргона за 1-5 с до начала сварки и прекращение подачи газа через 5-30 с после ее окончания;
включение и отключение сварки с помощью выключателя, установленного на горелке;
возможность подключения установки к автомату для
автоматической сварки;
отключение напряжения холостого хода сварочного трансформатора за время не более 1 с после обрыва сварочного тока.
1.4.2. Электрическая схема включает в себя осциллятор-стабилизатор, устройство для заварки кратера и ре-гулирования величины сварочного тока (плата Е1), схему управления сварочным циклом (плата Е2), схему ог-раничения работы осциллятора и напряжения холостого хода при обрыве сварочной дуги (плата ЕЗ), полупро-водниковый узел компенсации постоянной составляющей сварочного тока (V3,V4), схему управления узлом компенсации постоянной составляющей (плата Е4), схему управления осциллятором-стабилиэатором (плата Е5).
1.4.3. Для подготовки установки к работе необходимо включить автоматический выключатель Q1, а затем, нажатием кнопки и S2 включить двигатель вентилятора.
Включение установки на сварку производится нажатием кнопки S6, расположенной на сварочной горелке. При этом на управляющий электрод тиристора VE3.Е2 поступает отпирающий импульс по цепи мост V3.E4, S6, V5, С2, R6, V4 (Е2). При открывании тиристора VE3.Е2, включается реле КЗ (через S6, V6.Е2). Реле К3 контактом К3.1 включает газовый клапан Y1; контактом К3.2 через К4.2 подготавливает цепь для самоблоки-ровки на время , отсчета выдержки временя «Газ после сварки». Одновременно с включением реле К3 через резистор R9.Е2 подается питание на стабилитрон V9 и включается отсчет выдержки времени «Газ до сварки».
Выдержка времени «Газ до сварки» выполнена на пороговом элементе — однопереходном транзисторе VE1.E2,
между эмиттером которого и общим проводом схемы (провод 31) включен конденсатор С1.
Заряд конденсатора осуществляемся от стабилизированного напряжения , снимаемого со стабилитрона V9.Е2 через резистор R1 и переменный резистор R24, установленный на блоке управления. После того, как напряже-ние на конденсаторе С1 достигнет порога срабатывания однопереходного транзистора VЕ1, последний откры-вается и конденсатор С1 разряжается по цепи управлявшего электрода тиристора VE3.E2. Тиристор открыва-ется и включает реле К2, которое контактом К2.1 включает пускатель К6.
Пускатель К6 подключает сварочный трансформатор Т1 к сети. Вторичное напряжение трансформатора по проводам 81 и 92 подается на плату Е5. Через потенциометр R13, стабилитрон V2, резистор R1 платы Е5 про-исходит заряд кондонсатора СЗ.
После срабатывания однопереходного транзистора VЕ1 импульс разряда конденсатора С3 через согласующий транзистор VЕ2 и развязывающий импульсный трансформатор Т1D поступает на управляющий электрод ти-ристора V3. Диод V3.Е5 позволяет заряжать конденсатор С3.E5 только в тот полупериод, когда на изделии отрицательная полярность. Открываясь, тиристор V8.Е5 замыкает цепь разряда конденсатора С3, предвари-тельно заряженного через диод V10.Е3 до напряжения 520 В.
Импульс разрядного тока конденсатора С8 проходит по цепи: левая обкладка С8-V84.Е5-R12-С7-R13 (или через шунтирующий R15 контакт реле К1.1) — правая обкладка С8.
Так как реле К1 включено вторичным напряжением сварочного трансформатора, и его контакт К1.1, шунти-рующий резистор R15 с которого подается напряжение на вход повышающего автотрансформатора L3, разом-кнут, то разряд конденсатора C8 приводит к появлению на зажимах L3 высоковольтного импульса. Этот им-пульс эаряжает конденсатор С6 до напряжения пробоя разрядника F7. С пробоем разрядника возникает высо-ковольтный высокочастотный затухающий импульс, который, прикладываясь к дуговому промежутку, иони-зирует его и помогает возбудиться дуговому процессу.
При возбуждении дуги, вторичное напряжение сварочного трансформатора падает и рела К1 выклзючается, контакт К1.1 шунтирует вход высоковольтного автотрансформатора L3, при этом осцилляторный режим прекращается. В дальнейшем разряд конденсатора С8 происходит на дуговой промежуток, обеспечивая ста-бильное поджигание дуги при положительной полярности на электроде с некоторым сдвигом во времени от-носительно нулевого значения сварочного тока. Время сдвига регулируется потенциометром R13.
Возникающая в процессе сварки алюминия и его сплавов постоянная составляющая сварочного тока компен-сируется полупроводниковым узлом, состоящим из силового диода VЗ и тиристора V4. Величину постоянной составляющей регулируют потенциометром R6 , изменяя момент открывания тиристора V4.
Регулирование сварочного тока и времени заварки кратера осуществляется следующим образом : при вклю-чении кнопки на сварочной горелки, происходит заряд конденсатора С3 платы Е1 через R12 и V10 платы Е1. Напряжение заряда ограничивается стабилитроном V11.E1. Срабатывает реле К1.Е1, включенное в эмиттер-ную цепь транзистора VE3.E1. Контакт К1.1 (E1) подготавливает цепь питания реле К2 навремя заварки кратера.
Через подстроечный резистор R4 подается напряжение на регулятор сварочного тока RЗ, Напряжение задания с RЗ подается через цепочку R3V1(платы E1) на заряд конденсатора С1.E1. При достижении напряжения на конденсаторе С1.Е1 порога срабатывания VЕ2.Е1 подается импульс на тиристоры VЕ1.Е2 через импульсный трансформатор Т4D.===============
При регулировании напряжения задания, снимаемого с потенциометра R3, осуществляется управление углом открывания тиристоров VE1,VE2 и, соответственно, средним значением напряжения и тока в обмотке подмаг-ничивания шунта сварочного трансформатора, а следовательно, и сварочным током.
Транзистор VE1 платы E1 является: синхронизирующим, и, открываясь, разряжает конденсатор С1.Е1 в конце каждого полупериода, с тем, чтобы заряд С1.Е1 в каждый полупериод начинался с нуля.
При отключении кнопки S6 на сварочной горелке начинает разряжаться конденсатор С3 платы Е1 через ре-зистор R11.Е1 и переменный резистор R5. По мере разряда конденсатора уменьшается напряжение зада-ния,снимаемое с регулятора сварочного тока R3, а, следовательно, и сварочный ток.
При снижении напряжения на эмиттере VE3.Е1 до величины отпускания реле К1.Е1 последнее отключается и контакт К1.1 (Е1) отключает реле К2, которое в свою очередь отключает катушку контактора К6, а через него сварочный трансформатор от питающей сети.
Время заварки кратера регулируется переменным резистором R5. При выключении кнопки S6 схема платы Е2 питается только через контакты К4.2 и К3.2 . По истечении времени «Заварка кратера» реле К1.Е1 отключается и транзистор VE6.Е2 закрывается, т.к. перестает поступать с 35 провода положительное напряжение на его базу. Начинается заряд конденсатора С6.Е2 по цепи R20; R13.E2.
Время заряда регулируется переменным резистором R20 «Газ после сварки». При пороговом значении напря-жения не конденсаторе С6 , открывается однопереходный транзистор VЕ4.E2 и подается управляющий им-пульс на тиристор VЕ5.Е2. Тиристор открывается и напряжение конденсатора С3.Е2 через резистор R16.Е2 прикладывается к тиристору VЕ3.Е2, запирая его. Реле К3 при этом выключается. Контакт К3.2 снимает со всей схемы напряжение.
Если при включении сварочного трансформатора дуга не возбудится в течение времени 0,9 с, то успевает заря-диться конденсатор С1.Е3 до пороге срабатывания VЕ1.Е3, при этом открывается тирстор VЕ2.Е3. Реле К4 включается и отключает реле К2, которое в свою очередь отключает сварочный трансформатор.
Включение сварки возможно по истечении времени, определяемого зарядом конденсатора С5.Е3 (9с). При этом открывается тиристор VE4.Е3, а тиристор VЕ2.Е3 запирается. Реле К4 отключается и сварочной цикл возобновляется.
1.5. Устройство и работа составных частей
Шкаф управления состоит из силового трансформатора ТРПШ-300-3 для установки типе УДГ-301-1 или ТРПШ-500-3 для установки типа УДГ-501-1, дросселя (только для УДГ-301-1), вентилятора, выключателя автоматического, двух блоков управления, блока вентилей.
Схемы электрические соединений шкафов управления приведены на рис.12 и 13.
1.5.2. Все составные части шкафа управления смонтированы на тележке и защищены кожухом. Шкаф имеет два рым-болта для подъема.
Зажим для заземления шкафа управления находится на тележке со стороны задней решетки.
Для подключения питающей сети к шкафу со стороны задней решетки имеется штепсельный разъем.
Включение установки в сеть и защита ее от коротких замыканий осуществляется автоматическим вы-ключателем Q1 , расположенным на задней стенке шкафа управления.
Трансформатор ТРПШ — однофазный понижающий , с подмагничиваемым шунтом — установлен на днище шкафа.
Дроссель L2 (только для УДГ-300-1 ), служащий для расширения диапазона регулирования сварочного тока в сторону малых токов, представляет собой линейную нерегулируемую индуктивность. При его включе-нии последовательно со вторичной обмоткой сварочного трансформатора сварочный ток может регулировать-ся в пределах от 15 до 25 А.
1.5.8. Переключатель S3, установленный на задней стенке шкафа управления, служит для переключения об-моток сварочного трансформатора.
1.5.9. Силовой трансформатор охлаждается вентилятором, приводимым во вращение асинхронным двигателем М. Правильное направление вращения вентилятора — по часовой стрелке (при наблюдении с лицевой стороны шкафа управления). При этом воздух должен входить с лицевой стороны, а выбрасываться с задней стороны шкафа управления. На передней решетке имеется надпись «Вход воздуха».
1.5.10. Блоки управления устанавливаются в шкафу управления с лицевой стороны и соединяются со схемой шкафа управления через штепсельные разъемы.
1.5.11. Блок вентилей предназначен для компенсации постоянной составляющей и устанавливается на боко-вине шкафа управления.
1.5.12. Наличие переносного блока поджиганияпозволяет максимально приблизить его к сварщику, что зна-чительно облегчает зажигание дуги и настройку величины сварочного тока. С лицевой стороны блока имеются разъемы для подключения горелки, а с задней стороны — разъемы для подключения шкафа управления.
Действия органов управления обозначены символами, расшифровка которых приведена на рис.14.
1.5.13. Сварочная горелка предназначена для сварки неплавящимся вольфрамовым электродом марки ВА-1А.
Горелка осуществляет закрепление электрода, подачу эащитного газа, подвод сварочного тока и воды. Ма- лая горелка (рис.3) служит для сварки на токах до 200А и обеспечивает эакрепление вольфрамовых электро-дов диаметром 0,8; 1,0; 1,2; 1,6; 2,0; 3,0 и 4,0 мм. Средняя горелка (рис.4) используется для сварки на токах до 400А и обеспечивает закрепление вольфрамовых электродов диаметром 3,4; 5,6 мм. Большая горелка (рис.5) предназначена для сварки на токах до 500А и обеспечивает закрепление вольфрамовых электродов диаметром 5,6; 8 и 10 мм. Сварка на токе, большем номинального для горелки, недопустима.
Каждая горелка состоит из корпуса 3, рукоятки 6, сменкой цанги 2, тыльного колпачка 4, сопла 1, выключа-теля 5, токоподвода 7, трубки 8 для подвода газа, трубки 9 для подвода воды и проводов для управления 10 от выключателя. У малой и средней горелок сопла керамические, у большой — медное сопло, охлаждаемое водой.
Каждая сварочная горелка комплектуется запасными и сменными соплами и цангами соответствующих диа-метров. Для смены цанги 2 следует отвернуть тыльный колпачок 4 в вынуть цангу со стороны сопла, а на ее место установить цангу соответствующего диаметра. Вольфрамовый электрод вставляется со сторонысопла и затягивается в цанге при помощи тыльного колпачка.
1.6. Контрольно-измерительные приборы.
1.6.1. Для контроля величины сварочного тока на шкафу управления установлен амперметр; на баллоне долж-ны размещаться редуктор с манометром для измерения давления газа и расходомером для определения рас-хода газа.
textarchive.ru
Установки сварочные TIG для дуговой сварки неплавящимся электродом
Купить Установку сварочную
Установки сварочные TIG для дуговой сварки неплавящимся электродом в среде аргона постоянным или переменным током нержавеющих, титановых, медно-никелевых и алюминиевых сплавов.
Модель | Род | Напр. | ПВ, | Габариты, | Масса, |
УДГ-161 без горелки | DC | 220 | 35 | 360х360х950 | 60 |
УДГ-180 без горелки | AC | 220 | 20 | 360х380х960 | 60 |
УДГУ-251 серия 02 без горелки | AC/DC | 380 | 40 | 800х370х730 | 120 |
УДГУ-302 с ГР-4, ГР-6 | AC/DC | 380 | 60 | 700х700х900 | 250 |
УДГУ-351 серия 02 без горелки | АC | 380 | 60 | 650х335х450 | 172 |
УДГУ-501 без горелки | АC/DC | 380 | 60 | 600Х550Х900 | 140 |
УДГ-501-1 с ГР-4, ГР-6, ГР-10 | AC | 380 | 60 | 1000х630х1220 | 300 |
Установки для дуговой сварки неплавящимся электродом в среде инертных газов
| УДГУ-302 | Все аргонодуговые установки независимо от их размеров и
мощности, имеют широкую гамму функциональных возможностей,
обеспечивающих высококачественную сварку:
Профессиональная аргонодуговая сварка неплавящимся (вольфрамовым) электродом в производственных цехах и ремонтных службах. |
| УДГ-501-1 | УДГУ-302 УДГ-501-1 Стабилизация тока при колебаниях напряжения сети обеспечена во всех установках данной серии (УДГ-3010, УДГУ-302 и УДГ-501-1). Импульсный режим сварки реализован в установках УДГ-3010 и УДГУ-302, а также в модуле АДМ-251. При импульсной сварке ток автоматически меняется между высоким уровнем импульсного сварочного тока и низким уровнем паузы. В установках плавно регулируются: — величина тока импульса;
|
Подключение автоматов ТИГ-сварки возможно для установок УДГУ-302 и УДГ-501-1.
Блок разъемов, которым могут комплектоваться установки УДГУ-302 и УДГ-501-1, позволяет существенно увеличить расстояние от установки до места сварки — 15 м.
Технические характеристики
Параметры | УДГУ-302 | УДГ-501-1 | |
| Напряжение питания, 50 Гц | В | 3 х 380 | |
| Потребляемая мощность, не более | кВА | 25 | 40 |
| Род сварочного тока | пост/перем. | перем. | |
| Номинальный сварочный ток (ПВ) | А (%) | 315 (60%) | 500 (60%) |
| Продолжительность цикла сварки | мин | 10 | |
| Диапазон регулирования сварочного тока | А | 10 … 315 | 40 … 500 |
| Режим импульсной сварки: — ток импульса — ток паузы — длительность импульса — длительность паузы | | | |
| Напряжение холостого хода, не более | В | 100 пост. | 80 |
| Номинальное рабочее напряжение | В | 20 | 20 |
| Диаметр электродов: — вольфрамовый — штучный | мм | | |
| Расход аргона | л/мин | 5 … 10 | 5 … 15 |
| Расход воды, не менее | л/ч | 75 | |
| Степень защиты | IP22 | ||
| Масса | кг | 250 | 220 |
| Габариты (ДхШхВ) | мм | 700х700х900 | 700х685х885 |
| Рекомендуемые толщины при сварке ТИГ: малоуглеродистые стали нержавеющие стали титановые сплавы медноникелевые сплавы алюминий и сплавы | мм | | |
Установка сварочная УДГ-161
Установка УДГ-161 для аргонодуговой сварки.
Установка УДГ-161 предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на постоянном токе металлов кроме алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА). | |
Установка сварочная УДГ-180
Установка УДГ-180 для аргонодуговой сварки.
Установка УДГ-180 предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА). | |
Установка сварочная УДГУ-251Установка УДГУ-251 AC/DC для аргонодуговой сварки.
Установка УДГУ-251 АС/DC предназначена для аргонодуговой сварки
неплавящимся электродом (режим TIG) на постоянном или переменном токе
всех металлов и для ручной дуговой сварки покрытыми электродами (режим
ММА). Источник установки сварочной УДГУ-251 имеет тиристорное управление, широкий диапазон плавного регулирования сварочного тока, обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя-стабилизатора повышенной надежности и мощности. | |
Установка сварочная УДГУ-302Профессиональная установка УДГУ-302 для сварки неплавящимся электродом в среде инертных газов.
Установка сварочная УДГУ-302 предназначена для аргоно-дуговой сварки на постоянном токе нержавеющих и малоуглеродистых сталей, медноникелевых и титановых сплавов, на переменном токе — алюминия и его сплавов. | |
Установка сварочная УДГУ-351Установка УДГУ-351 АС/DC для аргонодуговой сварки. Установка УДГУ-351 предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и на постоянном токе любых металлов кроме алюминия, также для ручной дуговой сварки покрытыми электродами (режим ММА) на постоянном и переменном токе. Установка сварочная УДГУ-351 имеет переключение переменный/постоянный ток (АС/DC). Источник установки сварочной УДГУ-351 имеет тиристорное регулирование и обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя — стабилизатора. Наличие регулировок начального тока сварки, величины сварочного тока, времени продувки газа в начале и в конце сварки , времени спада тока в конце сварки позволяет выбрать оптимальный режим сварки. | |
Установка сварочная УДГУ-501Установка УДГУ-501 АС/DC для аргонодуговой сварки
Установка УДГУ-501АС/DC предназначена для аргонодуговой сварки неплавящимся электродом (режим TIG) на переменном токе алюминия и его сплавов и для ручной дуговой сварки покрытыми электродами (режим ММА). Имеется переключение переменный/постоянный ток (AC/DC). По спецзаказу выполняется версия установки с плавным регулированием нарастания сварочного тока, устанавливается специальный осциллятор для повышения качества сварного соединения и для работы на длинных кабелях (шлейфах) горелки. Источник установки имеет широкий диапазон плавного регулирования сварочного тока, обеспечивает легкое возбуждение и устойчивое горение дуги за счет встроенного возбудителя-стабилизатора повышенной мощности. | |
|
| Установка сварочная УДГ-501-1
Установка УДГ-501-1: Профессиональная установка для сварки неплавящимся электродом в среде инертных газов: |
Купить Установку сварочную
bpks.ru
Аргонно-дуговая сварка деталей из алюминиевых сплавов
Повреждения в деталях из алюминиевых сплавов лучше всего устранять ручной аргонно-дуговой сваркой неплавящимся электродом. По сравнению с другими видами сварки аргонно-дуговая обеспечивает более высокое качество сварных соединений, процесс легче освоить.
Оборудование для аргонно-дуговой сварки
Для осуществления аргонно-дуговой сварки используют установки УДГ-301 и УДГ-501. Они позволяют выполнять сварку при силе сварочного тока соответственно 15-315 и 40-500 А. Одной из последних разработок для аргонно-дуговой сварки является установка УДГУ-301.
Установка УДГ-301 комплектуется двумя сварочными горелками, установка УДГ-501 — тремя. Малую горелку применяют для сварки на токах до 200 А, среднюю — до 400 А, большую — на токах до 500 А.
В качестве неплавящегося электрода при аргонно-дуговой сварке применяют вольфрамовые прутки марки ВА-1А или ВЛ-10. Диаметр вольфрамового электрода выбирают в зависимости от сварочного тока.
Присадочный материал и защитные газы
В качестве присадочного материала при сварке алюминиевых сплавов применяют проволоку марки Св-АК5 или Св-АК10. Возможно также применение «лапши», нарезанной из листового алюминиевого сплава АМг или АМц толщиной 4-5 мм. Присадочный материал перед применением следует тщательно очистить от окисной пленки и масла погружением на несколько минут в слабый раствор ортофосфорной кислоты с последующей промывкой в горячей воде и просушкой. Непосредственно перед сваркой проволоку зачищают шлифовальной шкуркой.
Для защиты сварочной ванны от воздействия воздуха при сварке алюминиевых сплавов применяют аргон чистый марки А. Аргон поставляют в баллонах 40 л под давлением 15 МПа.
Техника и режимы аргонно-дуговой сварки
Аргонно-дуговой сварке алюминиевых сплавов присущи некоторые особенности, без учета и освоения которых невозможно получение качественных сварных соединений.
Перед тем как приступить к сварке, необходимо как можно точнее определить режимы сварки. В основном они зависят от толщины металла в зоне повреждения. Установку включают за 3-5 мин до начала сварки, продувают шланг газом, устанавливают принятую силу сварочного тока и давление газа.
Возбуждение дуги и разогрев электрода осуществляют на графитной пластинке, которую располагают рядом с точкой начала сварки. О готовности электрода к сварке свидетельствует образование на его конце раскаленного докрасна шарика. В дальнейшем на протяжении всей сварки до обрыва дуги электрод должен сохранять такую форму.
К месту сварки горелку переводят быстрым движением. При некотором практическом навыке дугу возобновляют, не прикасаясь электродом к металлу. Наоборот, этого следует избегать, так как касание раскаленного электрода с металлом приводит к загрязнению вольфрама, нарушению устойчивости дуги и ухудшению формируемого шва. Если все же случайно произойдет соприкосновение раскаленного электрода с металлом, сварку следует прекратить, а конец электрода очистить от прилипших к нему частиц алюминиевого сплава. Для этого дугу зажигают на графитовой пластинке и выдерживают ее в течение 20-30 с, пока испарятся посторонние включения и на конце электрода вновь появится чистый раскаленный шарик.
Подачу присадочного металла в зону дуги начинают лишь после того, как образуется сварочная ванна с чистой поверхностью. Если сварочная ванна имеет матовый оттенок, а вокруг нее откладывается копоть, то необходимо несколько увеличить подачу аргона. Если же дуга горит неустойчиво, то наоборот, расход газа необходимо несколько уменьшить.
На формирование шва большое влияние оказывает взаиморасположение электрода и присадочной проволоки по отношению друг к другу и к поверхности сварки. Чем толще свариваемый металл, тем большим должен быть угол между поверхностью детали и осью вольфрамового электрода.
Длина дуги должна быть стабильной на протяжении всей сварки и поддерживаться на расстоянии 4-5 мм от поверхности сварочной ванны. При увеличении этого расстояния уменьшается тепловая мощность дуги, увеличивается ширина зоны расплавления, деталь сильнее нагревается, отчего увеличивается ее коробление.
В зависимости от толщины свариваемого металла и характера повреждения движение конца проволоки и электрода во время сварки может быть прямолинейно-поступательным или серповидным. Серповидные движения применяют в тех случаях, когда требуется наложить широкий шов, при наплавке второго слоя, при заварке небольшой пробоины.
При заварке трещины присадочную проволоку и вольфрамовый электрод располагают вдоль трещины. Конец проволоки не должен во время сварки выходить из зоны газовой защиты и попадать в столб дуги.
Для лучшей видимости процесса сварку ведут справа налево, а присадочную проволоку подают спереди. Шов, наложенный на трещину, должен быть слегка выпуклым и возвышаться над основной поверхностью на 2-3 мм. Поверхность шва должна быть светлой с четко выраженной мелкой чешуйчатостью. Затемненная матовая поверхность или закопченность шва свидетельствует о ненормальной газовой защите, низком качестве аргона, подсосе воздуха вследствие неплотностей газового тракта. Плохое формирование шва происходит по причине неправильно выбранных режимов сварки или неправильной техники ведения процесса.
Сварные соединения, выполненные аргонно-дуговой сваркой, легко обрабатываются любым режущим инструментом, по прочности близки к прочности основного металла. Аргонно-дуговая сварка обеспечивает также высокую герметичность сварных соединений.
Другие статьи по теме:
с вашего сайта.
autocarta.ru
