Сварочный инвертор helper 140 схема
После его замены все прекрасно заработало.
Теперь можно снять основные параметры работы инвертора PROFHELPER PRESTIGE 210 A.
Внимание!
Эти измерения и осциллограммы могут пригодится при ремонте сварочного инвертора PROFHELPER PRESTIGE 210 A.
Ремонт сварочных инверторов PROFHELPER и других производителей.

Описание
Технические характеристики
- Вес, кг 4
- Max ток, А 140
- Min диаметр электрода, мм 1,6
- Продолжительность нагружения, % 60
- Max диаметр электрода, мм 4 –>
Инструкция по эксплуатации
Производитель на свое усмотрение и без уведомлений может менять комплектацию, внешний вид, страну производства и технические характеристики модели. Убедительная просьба проверяйте характеристики модели на сайте производителя.
Информация о производителе
Осенью 2007 года российскому инструментальному сообществу на международной выставке INTERTOOLS был представлен новый бренд сварочного оборудования ProfHelper. Была начата реализация проекта по объединению товаров из различных сегментов сварочного рынка под единой торговой маркой. Опираясь на многолетний опыт продаж мировых брендов, за основу базового ассортимента были взяты наиболее успешные модели. Скрупулезно, в течении нескольких месяцев, были отобраны производства, на которых предполагалось производить товары под торговой маркой ProfHelper. Важнейшим критерием этого отбора стало наличие у производства сертификата ISO 9001, регламентирующего управление качеством (менеджмент качества) на предприятиях.
На данный момент под торговой маркой ProfHelper выпускаются две модельные линейки сварочных инверторов: Prestige и DaVinci, линейка сварочных полуавтоматов EuroMig, аксессуары для сварки, сварочная проволока для MIG-MAG сварки, порошковая проволока (FCAW), сварочные электроды, линейка зарядных и пускозарядных устройств Invik и EuroStart для зарядки автомобильных аккумуляторов и запуска автомобилей в холодное время года. Всего насчитывается более 100 позиций!
Торговая марка ProfHelper ставит перед собой задачу охватить один из широких сегментов рынка – бытовую и полупрофессиональную сварку. Новейшие технологии, демократические цены и высокое качество сделало бренд ProfHelper невероятно популярным. А наличие в предлагаемом спектре зарядно-пусковых устройств говорит о планах развитии бренда и в других областях инструментального сегмента помимо сварки.
Принцип работы сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения  .
.
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С 0 . Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I) – 35А, обратное напряжение (VR) – 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr of your page –>
Ремонт блока питания.
На лицевой панели инвертора PROFHELPER PRESTIGE 210 A светились оба светодиода, зеленый и желтый, напряжение на выходе естественно отсутствовало.
С точки зрения примечательности ремонт инвертора PROFHELPER PRESTIGE 210 A ничего особенного не представлял. В таких схемах частенько горят резисторы первичного питания, что в данном случае и произошло, сгорел резистор R04 6.8 кОм.
После его замены все прекрасно заработало.
Теперь можно снять основные параметры работы инвертора PROFHELPER PRESTIGE 210 A.
Таблица 1 Режим работы платы управления инвертора PROFHELPER PRESTIGE 210 A
Все режимы сняты при питании инвертора от 220 В, регулятор тока на минимуме.
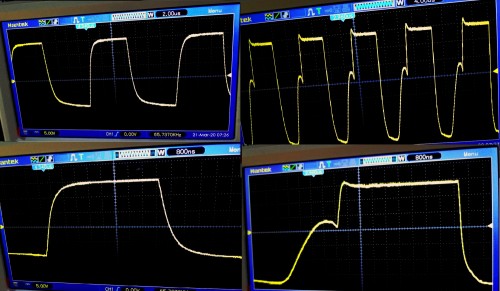
Осциллограммы инвертора PROFHELPER PRESTIGE 210 A.
Осциллограмма на 5-ом выводе платы управления. Питание 25 вольт от внешнего БП.
10 вольт на деление, 5 микросекунд, вход открытый.
Осциллограмма на затворах транзисторов. Питание 25 вольт от внешнего БП.
10 вольт на деление, 5 микросекунд, вход открытый.
Скачать схему сварочного инвертора PROFHELPER PRESTIGE 210 A.
Внимание!
Эти измерения и осциллограммы могут пригодится при ремонте сварочного инвертора PROFHELPER PRESTIGE 210 A.
Ремонт сварочных инверторов PROFHELPER и других производителей.
В вашем домашнем хозяйстве возможно имеется такой сварочный инвертор, отзывы о нем можете оставить в комментариях.
Радиосхемы. — Схемы сварочных инверторов
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160….TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы

Ресанта САИ 140 схема — аппараты САИ-140 — 140К
Схемы сварочных инверторов Ресанта САИ-140, 140К
В архиве находятся платы следующих модулей:
САИ-140 ENDU120-V1, ENDU120J-V1, ENDU120JS-W.
САИ-140К ENDU120SD
Ресанта САИ 140 схема — инвертор прост в управлении и не требует особого технического обслуживания. Имеет класс защиты IP21. Построен на IGBT транзисторах. Оснащен функциями «ANTI STICK» (антизалипание) и «HOT START» (горячий старт). Напряжение дуги — 25.5В.
Мобильность:
Прочный ремень для переноски позволяет без труда перемещать аппарат по рабочей площадке.Безопасность:
Индикатор перегрева дает понять, что необходимо остановить работу не менее, чем на 5 минут.
Долговечность:
Прочный металлический корпус инверторного сварочного аппарата Ресанта САИ 140 надежно защищает его от внешних повреждений.
Инструкция к сварочному аппарату Ресанта САИ 140
Файлы в формате PDF, в архиве
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.

Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
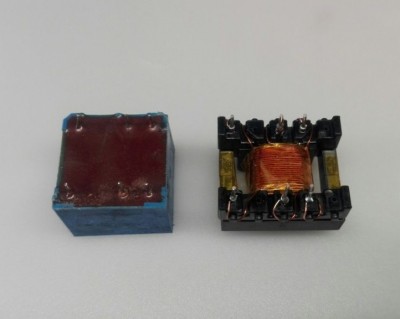
Проблемные ТГР сварочных инверторов, Есть определенные серии сварочных инверторов , в которых типичной «болезнью» является трансформатор гальванической развязки ТГР . Его малый ресурс можно связать с некачественным магнитопроводом (он как раз и теряет свои свойства) , малыми габаритными размерами (не имеет запаса ппо индуктивности и работает близко к максимальной габаритной мощности) и ко всему прочему «проблемные» ТГР залиты эпоксидной смолой , что мешает охлаждению, а тепло значительно ускоряет процесс потери свойств магнитопровода.
Сигнал от ШИМ контроллера коммутируемый MOSFET транзистором средней мощности поступает на трансформатор Т2 , который и выполняет роль гальванической развязки между верхним, нижним плечом и низковольтной частью схемы , в момент когда магнитопровод потерял значительную часть своих свойств , индуктивность обмоток падает , а потери в трансформаторе возрастают . Учитывая то что нагрузка трансформатора имеет емкостный характер, а именно емкость затворов IGBT транзисторов, сигнал после «подсевшего» ТГР начинает терять в амплитуде, а главное начинают растягивать фронта (длительность нарастания и спада импульса ), и пошла цепочка последовательностей…. Растянутые фронта — увеличивают время открытия и закрытия силового ключа , это в свою очередь дают перегрев кристалла полупроводника транзистора , так как время пока транзистор находится между полностью открытом и полностью закрытом состоянии практически вся мощность рассеивается на транзисторе. В итоге транзисторы перегреваются, а в какой-то момент включение на столько замедляется что мощность превышает мощность рассеивания на транзисторе и происходит тепловой пробой кристалла, тут ни какая тепловая защита уже не спасет , так как транзистор попросту не успевает передать все выделенное тепло на радиатор…
Но к сожалению на практике не все так красиво как в теории , чаще всего пробой силовых ключей происходит именно когда сердечник ТГР еще не сильно утерял свои свойства , а сам аппарат был перегружен. Поэтому при ремонте осциллограммы кажутся вполне приемлемыми, но замеры мы веть делаем быз сетевого напряжения, поэтому ТГР нагружен только емкостью затвор-эмиттер (Сзэ) но есть еще емкость затвор-коллектор (Сзк) которая гораздо меньше и ее зачастую просто не учитывают, а напрасно!
Дело в том что емкость затвор-эмиттер (Сзэ) хоть и гораздо больше чем емкость затвор-коллектор (Сзк) но заряжается она до напряжения управления затвором , часто это от -10В до +15В , а вот емкость затвор-коллектор (Сзк) заряжается до напряжения затвор — коллектор , это порядка 280….320В , и разряжается до нуля при открытии транзистора , следовательно это емкости для заряда до такого большого напряжения тоже требуется определенное время . Вот и получается что при включении сварочного инвертора от сети, нагрузка на ТГР больше чем при тестах от блока питания на столе, и форма сигнала естественно отличается не в лучшую сторону.
Теперь направление обмотки — здесь опять же мотать можно в любую сторону но обязательно одинаково все три обмотки, начали мотать первичку по часовой стрелке, значит и остальные должны быть намотаны так же.
Сначала намотана обмотка нижнего плеча (Н1,К1) , затем обмотка возбуждения (Н2,К2) и последней обмотка верхнего ключа , такое решение сделано только потому что между обмотками нижнего и верхнего плеча достаточно большой потенциал и если обмотки намотаны рядом да еще и плохо изолированы — пробой дело времени. Разумеется о намотке в два или в три провода речи идти не может — слишком большой риск пробоя, конечно если использовать провод МГТФ это можно сделать но такой провод не поместится на этом сердечнике.
Из рисунка думаю все понятно — вид снизу, между слоями изолировал термоскотчем в два слоя, особое внимание к выводам, они не должны касаться следующих обмоток.
Даже с первого взгляда понятно что новый трансформатор имеет свободный доступ воздуха и не будет так накапливать в себе тепло как штатный буквально заключенный в «шубу» из эпоксидной смолы, а тепло как я писал выше вызывает деградацию материала сердечника.
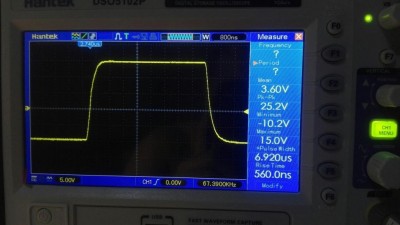
В качестве нагрузки на ТГР во время проверки можно временно подставить силовые ключи или использовать их эквивалент — конденсаторы на 4700 пф включенные между затвором и эмиттером, по одному вместо каждого транзистора . Как видим форма сигнала получилась хорошая. Вернемся к эпюрам , максимальное напряжение +15В минимальное -10В такая разность позволяет четко открывать и быстро закрывать IGBT транзисторы. На последнем фото осцилографа можно видеть «плавно» нарастающие и спадающие франта, ничего в мире не делается мгновенно и это как раз время заряда емкости затвора и ее разряда, в данном случае одна клеточка на экране осциллографа это 800нс , время нарастания (Rise Timе) 560нс что равняется 0,00000056 секунды или 0,56 мкс или 0,00056 мс, так что вполне не плохой результат во времени для заряда емкости затворов 4х ключей.
Всем кто осилил статью целиком — спасибо за внимание ! Вопросы, замечания и пожелания пишите в комментариях.
|







Радиосхемы. — Инверторы сварочные
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160….TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Circuit Diagram Of Small Inverter Type Resistance Welding Machine (zx7120-250)
circuit diagram of Small inverter type resistance welding machine (ZX7120-250)
Technical parameter
Model | ARC250 | ARC200 | ARC180 | ARC160 | ARC140 | ARC120 |
Input voltage | 50 / 60hz | 50 / 60hz | 50 / 60hz | 50 / 60hz | 50 / 60hz | 50 / 60hz |
1 ~ 230V ± 10% | 9 0003 1 ~ 230V ± 10% | 1 ~ 230V ± 10% | 1 ~ 230V ± 10% | 1 ~ 230V ± 10% | 1 ~ 230V ± 10% | |
input current | Max.46A | Max.42A | Max.36.8A | Max.30A | Max.26.8A | Max.24A |
No-load voltage | 80V | 80V | 80V | 80V | 80V | 80V |
Efficiency | 85% | 85% | 85% | 85% | 85 % | 85% |
Input power 900 04 | Max.9kw | Max.6.6kw | Max.5.8kw | Max.5kw | Max.4.1kw | Max.3.4kw |
Current range | 10-250A | 10-200A | 10-180A | 10-160A | 10-140A | 10-120A |
Duty cycle | 35% @ 250A 60% @ 180A | 35% @ 200A 60% @ 160A | 35% @ 180A 60% @ 140A | 35% @ 160A 60% @ 120A | 35% @ 140A 60% @ 110A | 35% @ 120A 60% @ 100A |
Welding rod | 1.5-5mm | 1.5-5mm | 1.5-4mm | 1.5-4mm | 1.5-3.2mm | 1.5-3.2mm |
1. IGBT inverter technology: Adopt advanced inverter technology which is characterized by an ultrapowerful welder with smaller size and lighter weight (4.9kgs) but also guarantee its high utilization rate of the power.
2. Light and Handy: Design with portability and outdoor use in mind, handle (or shoulder strap) on top allows you to carry the unit to everywhere.They are ideal machines suitable for small scale construction work , upholster industry, high altitude, field operation, repairing and the home handyman.
3. Hot start: Gives easy perfect arc initiation.
4. Fan cooled: Double fan minimize the intake of particle content, improve the duty cycle, welding performance and extending the life.
5. Hot start: For trouble free arc striking capability
6. Overload protection: Perfect self-protective function in cases of over-voltage,
low- voltage, over-current, over-heat; safe and reliable.
7. It will work easily with 4mm rod for a long time and will run 5mm rod ok
8. Suit for all kinds of basic welding rod, including acidity, alkalescence and cellulose covered electrode.
Packing:
One circuit board in one foam box (33x21x14cm), 2 foam boxes in one carton (35x22x29cm).
Loading qty: 2500pcs / 20GP; 6090pcs / 40HQ
Foam box Packing | ||
Foam box size | 33x21x14cm | |
Carton size | 35x22x29cm | |
G.W / CTN | 3-6kgs | |
20 FT’S (pcs) | 2500pcs / 1250ctns | |
40HQ’S (pcs) | 6090pcs / 3045ctns | |
Our SERVICE
* Can make as per your samples or instailation size.
* Provide OEM Service and label service.
* Can pack as per your request.
* Can make the inner box and outer carton as your request.
FAQ
Q: How do we keep our prices competitive?
A: We have relationships with a large number of suppliers and can find the best source of materials to consistently save your cost, meet your development schedule, fulfill your prototyping or mass production needs.
Q: Could you offer Form A or C / O?
A: It’s totally not a problem. We can prepare relative documents to forgin affairs office or
other office to apply for this certificate.
Q: Are you factory or trading company?
A: We are a factory, we provide OEM services.
Q: Where are your factory?
A: Yongkang City, Zhejiang, China
Q: What kind of certificate you have?
A: CE and CCC, All kinds of certificates can be supply based on large purchase quantity.
Q: How long will it take if asking for the samples?
A: General speaking, 3 working days after get the payment.
Q: What is your lead time for the mass products such as 5000 units per item?
A: It is about 15-35 days after getting the advanced payment.
Q: What is your payment terms?
A: T / T, by cash, western union, or L / C.
Q: What are your market reach throughout the region?
A: Our markets around the world in every corner, we have more than 10 years of experience in this industry.
Q: What is your main product line in made?
A: We mainly produce inverter arc welders, TIG welders, Jumper starter and UPS. etc
Q: What is your warranty?
A: It is 12months. Usually we supply some spare parts for the customer repair with next order if there is any broken.
contact us
.Delixi High Performance Circuit Diagram Inverter Welding Machine Mma-200
DELIXI High Performance Circuit Diagram Inverter Welding Machine MMA-200
1 Use IGBT / MOSFET technology, greatly improves the reliability of the machine.
2 High duty cycle, greatly improves the efficiency of the welder, energy saving.
3 Small size, stable and durable quality.
4 Easy to start arc, little spatter, stable current, and good formation.
5 Acid and basic electrodes are usable
6 High no load voltage, strong arc force with compensation force function.
7 Widely used in indoor decoration, and high working places jobs.
| Item | MMA140I | MMA160I | MMA200I |
| Power voltage (V) | 230 | 230 | 230 |
| Max input power (KVA ) | 5.6 | 6.6 | 8.8 |
| Fuse (A) | 24.4 | 28.7 | 38.3 |
| Effciency | 0.85 | 0.85 | 0.85 |
| Power factor | 0.73 | 0.73 | 0.73 |
| Max No load voltage (V) | 67 | 67 | 76 |
| Current range (A) | 10-140 | 10-160 | 10-200 |
| Duty cycle (%) EN60974-1 40 ℃ | 140 @ 60% | 160 @ 60% | 200 @ 60% |
| Current at 100% (A) | 108 | 124 | 155 |
| Usable electrode (mm) | 1.6-4.0 | 1.6-4.0 | 1.6-5.0 |
| Insulation class | F | F | F |
| Protection class | IP21S | IP21S | IP21S |
| Measurement (mm ) | 360 * 235 * 310 | 360 * 235 * 310 | 460 * 255 * 340 |
| Weight (KG) | 7 | 7.5 | 11.0 |
| Cod. (NO) | 891123 | 891124 | 891125 |
| 20 ‘Container Load Capacity (PCS) | 1070 | 1070 | 700 |
| 40′ Container Load Capacity (PCS) | 2140 | 2140 | 1400 |
| 40’HQ Container Load Capacity (PCS) | 2600 | 2600 | 1700 |
Quality Controll During Manufacturing Process
Production Line
————————— ————————————————— —————————-
Service:
1.OEM is acceptable.
2.Deliver time: If there are stock, we will delivery the goods 3-7 work days after received payment. If there are not stock, we will delivery it 25-30 work days after received payment.
3.Payment available: we can accept T / T, Paypal, Western Union, L / C
4.MOQ: 1pcs
Thanks for your view, welcome to visit our website: www.delixi.com / www. hz-delixi.com
——————————————- ————————————————— ————
.