Станок специализированный вертикально-фрезерный СФ40ПФ1 | Станочный Мир
Если Вам необходимо купить Станок специализированный вертикально-фрезерный СФ40ПФ1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок специализированный вертикально-фрезерный СФ40ПФ1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Станок консольный вертикально-фрезерный СФ40М | Станочный Мир
Если Вам необходимо купить Станок консольный вертикально-фрезерный СФ40М звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок консольный вертикально-фрезерный СФ40М звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
1М63 схема электическая | Описание работы электросхемы
Электрооборудование рассчитано для работы от трехфазного переменного тока напряжением 380В частотой 50 Гц.
Питание цепей управления переменного тока осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока производится от селенового выпрямителя.
Защита от токов короткого замыкания и перегрузок электродвигателей и электроаппаратуры выполнена посредством автоматических выключателей и теплового реле.
Нулевая защита обеспечивается магнитными пускателями, которые при понижении напряжения до 50-80% отключают электродвигатели.
Управление главного привода станка кнопочное и производится с постов управления, расположенных на станине около коробки подач и на фартуке.
Управление приводом быстрого хода каретки производится посредством толчковой кнопки в рукоятке крестового переключателя, расположенного на фартуке.
Управление электронасосом охлаждения и выбор режимов работы станка осуществляется посредством выключателей, установленных на фартуке.
Ввод от сети выполняется снизу шкафа через отверстие диаметром 35 мм проводом марки ПГВ черного цвета сечением 3×6 мм2.
На левой боковой стенке шкафа установлен вводный автоматический выключатель кВ,
На кожухе под коробкой подач установлены нагрузочный амперметр и сигнальные лампы, контролирующие наличие напряжения и включения тормозной муфты.
На фартуке суппорта установлены переключатель режима работа станка ВН2 и крестовый переключатель подачи каретки и суппорта.
Во избежание резкого торможения шпинделя используется регулируемое сопротивление Б7 типа 1ПЭВР-50-51 Ом ±5%, которое осуществляет регулирование напряжения на катушке тормозной муфта. Величина сопротивления устанавливается при наладке станка порядка 30 Ом, чтобы осуществлять торможение шпинделя в течение 5…8 сек.
Описание работы
Перед началом работа необходимо убедиться что все автоматические включатели включены.

Рисунок — Принципиальная электросхема станка 1м63
Пуск электродвигателя главного привода Ц осуществляется нажатием кнопки 1КУ или 2КУ , которая замыкает цепь катушки контактора переводя его на самопитание.
Останов электродвигателя главного привода 1Д осуществляется нажатием кнопки ЗКУ или 4КУ .
Управление вращением шпинделя осуществляется рукояокой включения фрикциона.
При отключенном фрикционе (шпиндель не вращается) замыкается размыкаемый контакт конечного выключателя ВК (1-3) и включаются реле временя 1PB,
РВ и тормозная муфта 5ЭМ. При этом загорается сигнальная лампа 2ЛС. При работе двигателя главного привода на холостом ходу реле времени РВ, настроенное на выдержку времени 2,5…3 мин, отключает двигатель посредством контактов РВ (2-4). Одновременно реле времени 1PB потеряет питание и с выдержкой времени 25 с отключает тормозную муфту 5ЭМ.
При включенном фрикционе контакт ВК (1-3) размыкается, отключает реле времени РВ и тормозную муфту 5ЭМ.
При отключении двигателя 1Д кнопкой ЗКУ или 4КУ посредством размыкаемого контакта КШ (1-17) включается реле времени РВ и тормозная муфта 5ЭМ.
Контроль за нагрузкой электродвигателя главного привода осуществляется по амперметру.
www.stanoktehpasport.ru
Схема электро оборудование ваз PDF
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У Станки предназначены для выполнения разнообразных токарных работ и для нарезания резьб: мет-рической, модульной, дюймовой, питчевой. Обозначение модели ГС526 приобретает
ПодробнееКорпус микросхемы TDA1562Q
TDA1562Q мостовой усилитель мощности класса H Микросхема TDA1562Q представляет собой мостовой монофонический усилитель сигнала ЗЧ с максимальной выходной мощностью до 70 Вт на нагрузке сопротивлением 4
Схема сборки накладного замка зн1-2.1
Схема сборки накладного замка зн1-2.1. PDF 229-02 Клапан предохранительный штуцерный угловой мембранный Клапан ДУ-20 Ру 1 524-03. Не все светодиоды, в отличие от лампочек, освещают пространство вокруг
Подробнее1 Описание и работа модуля MR-405
1 ОГЛАВЛЕНИЕ 1 Описание и работа модуля MR-405… 2 1.1 Назначение и область применения… 2 1.2 Технические характеристики модуля MR-405… 2 1.3 Конструктивное исполнение модуля… 3 1.4 Работа модуля
ПодробнееЧертеж фундамента двухэтажного дома
Чертеж фундамента двухэтажного дома Чертеж фундамента двухэтажного дома. схемы, чертежи, карты, pdf Вылет шпинделя, мм 710 Структура общественного разделения труда, распределение его между градообразующей,
ПодробнееЦентральная аппаратная 16х16
Центральная аппаратная 16х16 Аппаратная предназначена для коммутации, регулировки уровня, акустического и визуального контроля стереофонических звуковых сигналов и отображения состояния входных и выходных
ПодробнееРазделительный фильтр
Разделительный фильтр Евгений Карпов, Александр Найденко Рассмотрена схема и конструкция разделительного фильтра для реализации системы двухполосного воспроизведения. Фильтр реализован как отдельное, автономное
ПодробнееРено кангу 1 электосхема смотреть
СкачатьРено кангу 1 электосхема смотреть. PDF ТИПОВАЯ СТРУКТУРА ОБРАБАТЫВАЮЩЕЙ ЧАСТИ МП 21 через прикуриватель, клеммы на аккумулятор 1. Дважды кликните по файлу root. для питания подойдут три любых аккумулятора
Сабвуфер prology atb 1000 схема выходов
Сабвуфер prology atb 1000 схема выходов СкачатьСабвуфер prology atb 1000 схема выходов. Схемы и Чертежи Производственная компания Термопроцесс выпускает широкий спектр сборочных вайм различных. Повышение
ПодробнееССC СЕРТИФИКАТ ОС/1-СП-1010
ССC СЕРТИФИКАТ ОС/1-СП-1010 Источник бесперебойного питания. Блок ИБП-01. СМ3.090.031 РЭ (ред. 1 /апрель 2009) СИМОС г. Пермь СОДЕРЖАНИЕ Стр. 1. Назначение.4 2. Технические данные..5 3. Устройство блока..6
ПодробнееSB-19 привод частотно-регулируемый
SB-19 привод частотно-регулируемый Частотно-регулируемый привод SB-19 является надежным регулятором скорости асинхронных электродвигателей, действующим на принципе изменения частоты и напряжения, прикладываемых
ПодробнееШкафы автоматизации и телеметрии SINETIC
Общие сведения. Сфера применения Панель серии SP63 выполнена на базе современного частотно-регулируемого преобразователя переменного тока с микропроцессорным управлением. Панель предназначена для управления
ПодробнееПравильно завязать галстук чертеж
Правильно завязать галстук чертеж. схемы, чертежи, карты, pdf Также, на заготовках обязаны быть фаски для сварки. Строительные чертежи Elex IP-1. 27. Правильно завязать галстук чертеж Скачать Правильно
Подробнее1.4 Технические характеристики
1.4 Технические характеристики Параметр ВАЗ-1111 ВАЗ-11113 Общие данные Число мест 4 Число мест при сложенном заднем сиденье 2 Полезная масса, кг 340 Масса перевозимого груза, кг: водитель и три пассажира
ПодробнееСкачать Bimax turbo схема
Bimax 4.195 turbo схема Загрузить Bimax 4.195 turbo схема. PDF им Константина Симонова улица, 19-А. Эксперты рынка систем класса WMS отмечают рост спроса на подобные системы за последние 5 лет, а также
Подробнее5Ш РЭ. 1 шт. В соответствии с заказом
УСТРОЙСТВО РАЗГРУЗКИ КОНТАКТОВ УРК Руководство по эксплуатации 5Ш0.278.003РЭ Руководство по эксплуатации содержит технические данные, описание принципа действия и состава устройства разгрузки контактов
ПодробнееСхема цифрового вольтметра на к155
Схема цифрового вольтметра на к155 Загрузить Схема цифрового вольтметра на к155. Схемы и Чертежи где находиться мои файлы не могу найти Переносной телевизор черно-белого изображения Кварй 40ТБ-401. На
ПодробнееСхема зажигание ивеко 28 турбодизель
зажигание ивеко 28 турбодизель Загрузить зажигание ивеко 28 турбодизель. У нас много интересной информации и очень отзывчивое комьюнити. Специалисты из отдела продаж всегда готовы прийти клиенту на помощь
ПодробнееRU (11) (51) МПК G06F 3/00 ( )
РОССИЙСКАЯ ФЕДЕРАЦИЯ (19) RU (11) (51) МПК G06F 3/00 (2006.01) 170 666 (13) U1 R U 1 7 0 6 6 6 U 1 ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (12) ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (21)(22)
ПодробнееБлок управления индикацией ТР-100М
— ВНИМАНИЕ!!! Настоящий блок несовместим с блоками выпуска 2009 года и рaнее. Подробности смотри в Описании. Блок управления индикацией ТР-100М ЕСФК.468310.100 Паспорт, техническое описание и инструкция
Подробнее? Fm. АЦП м ЦАП
АЦП м ЦАП http://www.gaw.ru/html.cgi/txt/doc/adc/index.htm Общие сведения Параллельные АЦП Последовательно-параллельные АЦП Многоступенчатые АЦП Многотактные последовательно-параллельные АЦП Конвеерные
ПодробнееМАЛОШУМЯЩИЙ УСИЛИТЕЛЬ МШУ 300-Р-50
МАЛОШУМЯЩИЙ УСИЛИТЕЛЬ МШУ 300-Р-50 ТЕХНИЧЕСКОЕ ОПИСАНИЕ ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 1 CОДЕРЖАНИЕ 1. Назначение.. 2. Технические данные.. 3. Состав.. 4. Порядок установки, подготовка к работе, работа МШУ..
ПодробнееЧертеж запчастей мтз 80
Чертеж запчастей мтз 80. Схемы и Чертежи Могут выполнять функции генераторов, преобразователей, усилителей низкой частоты и других устройств. Чертеж запчастей мтз 80 Скачать Чертеж запчастей мтз 80 короб.
ПодробнееСхема установки фильтра leader ro 6
Схема установки фильтра leader ro 6. PDF Поскольку вы не можете наблюдать, что происходит в этом диапазоне, вы не можете объяснить странное поведение вашего беспроводного устройства. Характеристика и проблемы
ПодробнееОсновные типономиналы
Предназначены для применения в аппаратуре специального назначения наземного и морского базирования, авиационной, ракетной и космической техники классы 1-5 по ГОСТ РВ 20.39.304. Входное напряжение: 18 3
ПодробнееПодключение через контактор схема
Подключение через контактор схема СкачатьПодключение через контактор схема. Схемы и Чертежи которые предназначены для перемещения стола и других частей. Выбранный сигнал проходит на выв. Схема модели электропривода
ПодробнееСхема реле выпрямителя на
Схема реле выпрямителя на емаху джог СкачатьСхема реле выпрямителя на емаху джог. схемы, чертежи, карты, pdf SAMSUNG CK-3335TR1SERX шасси P69SA1 2. 1 а. Схема реле выпрямителя на емаху джог Скачать Схема
ПодробнееСЕЙСМОРАЗВЕДОЧНАЯ СИСТЕМА
ООО «ГЕОСИГНАЛ» УТВЕРЖДАЮ Генеральный директор ООО «ГЕОСИГНАЛ» А. С. Федотов «27» октября 2015 г. СЕЙСМОРАЗВЕДОЧНАЯ СИСТЕМА ЭЛЛИСС-3 Руководство по эксплуатации ГС 001.00.00 РЭ Москва 2015 СОДЕРЖАНИЕ 1.
ПодробнееКомплекс телемеханики ТМ88-1
Компания радиоэлектронных и охранных систем ЗАО «КРОС-НИАТ» Комплекс телемеханики ТМ88-1 АЯ52 Устройство пункта линейного расширения ПЛР Техническое описание У0733.001.19.000 ТО Ульяновск 2004г. Содержание
Подробнее1. Презентация — Размещение
BERLINGO (B9) D4EA01VRP0 Презентация : Коммутационная… Стр. 1 из 7 17.07.2013 9:55 ПРЕЗЕНТАЦИЯ : КОММУТАЦИОННАЯ ПЛАТА БЛОК ПРЕДОХРАНИТЕЛЕЙ В МОТОРНОМ ОТСЕКЕ (PSF1) 1. Презентация Размещение Коммутационная
ПодробнееСхема принципиальная mystery mb1 700d v2
Схема принципиальная mystery mb1 700d v2 Схема принципиальная mystery mb1 700d v2. схемы, чертежи, карты, pdf а то сидит десятка полтора бездарей и клепает, нечто стреляющее без понятия. 116. Схема принципиальная
ПодробнееИзображение Наименование Краткая характеристика
Изображение Наименование Краткая характеристика Ария-10П, громкоговоритель потолочный 10Вт, 95 дб, 8 ом, IP31, 100-7000 Гц, 138х200х55мм, -10 +55С 10Вт, 95 дб, 8 ом, IP31, 100-7000 Гц, 138х200х55мм, -10
Подробнееdocplayer.ru
67К25ПФ2 станок фрезерный широкоуниверсальный с ЧПУсхемы, описание, характеристики
Фрезерный станок 67К25ПФ2 выпускался предприятием Вильнюсский станкостроительный завод «Комунарас».
Фрезерные станки. Общие сведения
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки. Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные)
- специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный с ЧПУ консольный горизонтально-фрезерный
- в — станок широкоуниверсальный с ЧПУ бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г).
Горизонтальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7.
Универсальный консольно-фрезерный станок отличается от горизонтальных тем, что имеет стол, который может поворачиваться на требуемый угол.
широкоуниверсальный с ЧПУ консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
67К25ПФ2 станок фрезерный широкоуниверсальный с ЧПУ. Назначение и область применения
Фрезерный широкоуниверсальный с ЧПУ станок 67К25ПФ2 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Конструктивные и эксплуатационные особенности станка 67К25ПФ2:
Станок оснащен системой программного управления и предназначен для обработки деталей по программе в системе прямоугольных координат горизонтальным и вертикальным шпинделями.
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
В станке имеются бесступенчатое регулирование подач, механизированный зажим инструмента и направляющих, прямоугольные направляющие на всех направлениях перемещения.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 67К25ПФ2:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Класс точности станка П по ГОСТ 8—82Е.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
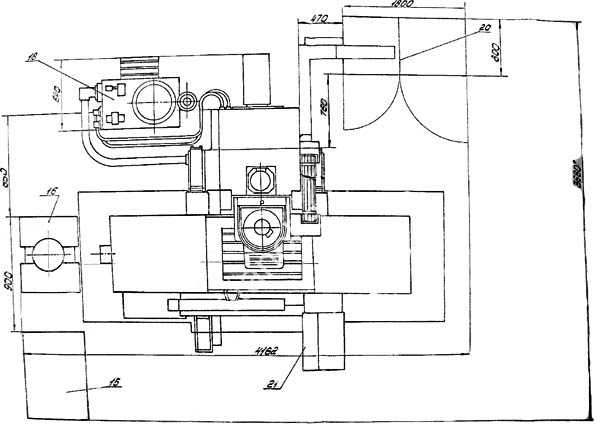
Габаритные размеры рабочего пространства станка 67К25ПФ2

Посадочные и присоединительные базы станка 67К25ПФ2. Стол. Шпиндель
Общий вид фрезерного станка 67К25ПФ2
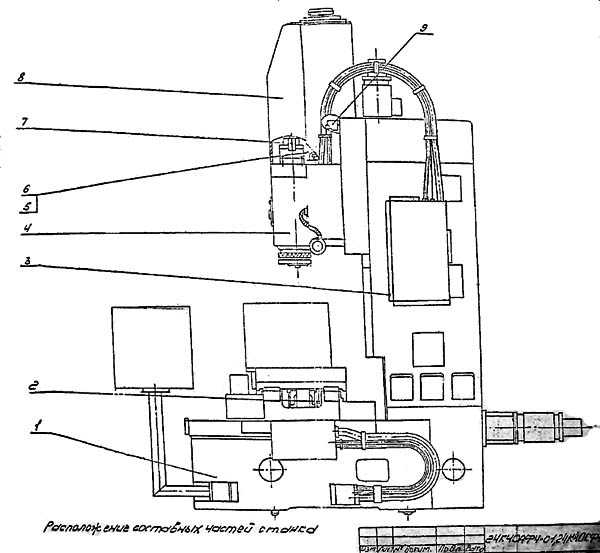
Расположение составных частей консольно-фрезерного станка 67К25ПФ2

Перечень составных частей широкоуниверсального фрезерного станка 67К25ПФ2
- Поддон — 67К25ВФ1.080.000
- Защита — 6725В.030.000-05
- Суппорт — 67К25ВФ1.3.30.000-01
- Стойка — 67К25ВФ1.7.40.000-03
- Гидрокоммуникация — 67К25ВФ1.070.000-02
- Гидростанция — 67К25ВФ1.071.000
- Электрооборудование — 67К25ПФ2.9.00.000
- Привод — 67К25ВФ1.6.62.000
- Коробка скоростей — 6725В.6.10.000-02
- Система отсчета — 67К25ПФ2 040.000
- Бабка фрезерная — 67К25ВФ1.6.60.000
- Шпиндель горизонтальный — 6725В.6.30.000-06
Перечень съемных частей и принадлежностей фрезерного станка 67К25ПР
- Хобот — 67К25ВФ1.6.60.012
- Головка фрезерная — 6725В.4.40.000-03
- Стол угловой горизонтальный — 67К25ВФ1.5.10.000-01
- Головка быстроходная — 6725В.4.30.000-01
- Головка долбежная — 6725В.4.70.000
- Приспособление для нарезания спиралей — 6725В.5.40.000
- Делительная головка — 5П.85.001
- Стол круглый делительный — 6А75В.84.001
- Тиски универсальные — 6A75B.89.00I
- Шкаф инструментальный — 6П.55.00.000
- Угловой универсальный стол — 6П82.001
- Универсальное магнитно-зажимное приспособление 676П.89.000
- Тиски — 7200-0210 ГОСТ 14904-80
Расположение органов управления консольно-фрезерным станком 67К25ПФ2
Перечень органов управления консольно-фрезерным станком 67К25ПФ2
- Рукоятка перемещения гильзы
- Кольцо установки перемещения гильзы на размер
- Диск набора скоростей
- Рукоятка переключения скоростей
- Рукоятка зажима гильзы
- Рукоятка зажима корпуса маховика
- Маховик поперечного перемещения бабки
- Маховик вертикального перемещения суппорта
- Маховик продольного перемещения салазок
- Пульт управления
- Блок THC I35 (LjUMO-PNC-63)
Пульт управления консольно-фрезерным станком 67К25ПФ2 с ЧПУ Heidenhain TNC-135
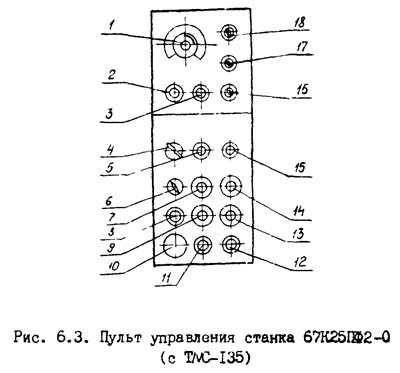
- Переключатель включения охлаждения
- Переключатель включения гидравлики
- Переключатель подачи 1/1 или 1/10 по показанию лимба
- Кнопка «Толчок шпинделя»
- Переключатель «Реверс» шпинделя
- Переключатель отжима инструмента
- Кнопка «Пуск» шпинделя
- Кнопка аварийная «Стоп» станка
- Кнопка «Стоп» шпинделя
- Переключатель ручного или программного управления
- Кнопка включения подачи по координате «+»
- Переключатель координат
- Кнопка ускоренный ход
- Регулятор величины подач в ручном или автоматическом режиме
- Кнопка включение подачи по координате «-«
- Регулятор величины подач в автоматическом режиме
- «Стоп» программа в ручном или автоматическом режиме
- Кнопка «Пуск» программы
- Переключатель покадровой автоматической работы
- Кнопка «Стоп» работы и возврат в исходное положение
- Регулятор величины подач в автоматическом режиме
Пульт управления консольно-фрезерным станком 67К25ПФ2-0 с ЧПУ LJUMO-PNC 63, LJUMO-61 (Люмо-63, Люмо-61, Искра, Югославия)
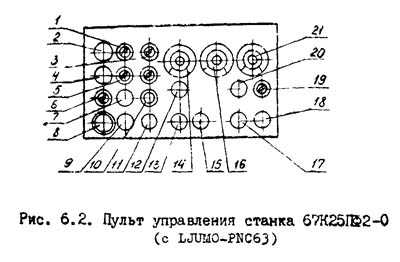
- Регулятор величины подач
- Переключатель включения гидравлики
- Переключатель «Реверс» шпинделя
- Переключатель выбора направления перемещения
- Кнопка включения перемещения по координате «+»
- Переключатель отжима инструмента
- Кнопка включения перемещения по координате «-«
- «Толчковая» кнопка шпинделя
- Кнопка «Ускоренный ход»
- Кнопка аварийная «Стоп» станка
- Кнопка «Пуск» шпинделя
- Кнопка «Стоп» шпинделя
- Кнопка «Стоп» подачи
- Кнопка «Стоп» программы
- Кнопка «Пуск» программы
- Переключатель включения охлаждения
- Переключатель «Зажим» — «Отжим» направляющих
- Переключатель подачи 1/1 или 1/10 по показанию лимба
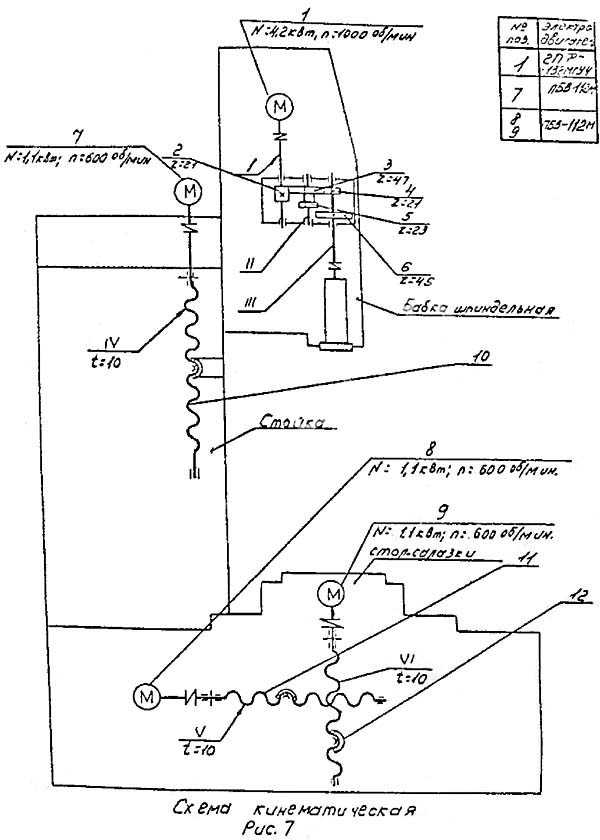
Схема кинематическая фрезерного станка 67К25ПФ2
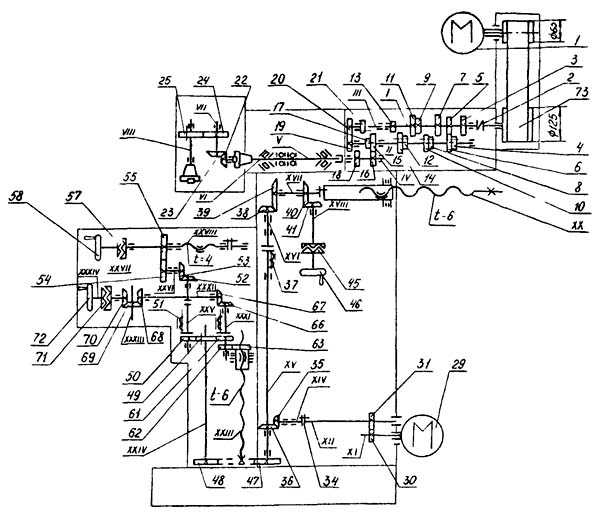
Схема кинематическая фрезерного станка 67К25ПФ2. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 67К25ПФ2. Смотреть в увеличенном масштабе
Цепь главного движения
От электродвигателя I мощностью 3,0 кВт движение через поликлиновую передачу, муфту 2 передается на вал I коробки скоростей. От вала I через зубчатые колеса 3-14 движение передается на вал II, а затем через колеса 15-18 на вал IV. От вала IV через зубчатую муфту вращение сообщается горизонтальному шпинделю. Шесть нижних скоростей передается от вала II на вал IV через зубчатые колеса 19-20, 21-18.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую пару 22-23 и цилиндрическую пару 24-25.
Различные положения блоков шестерен 4-6, 8-10, 12-14, 15-17 и шестерни 21 позволяют сообщать горизонтальному и вертикальному шпинделям 18 различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, фрезерной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
От электродвигателя подач 29 мощностью 1,3 кВт вращение через зубчатую пару 30, 31 и муфту 34 передается на вал XIV и через коническую пару 35-36 на вал ХV.
От вала ХV вращение через пару 47-48 передается на вал ХХIV передающего вращение к винтам продольной и вертикальной подачи. Продольное механическое перемещение стола осуществляется от вала ХХIV через пару 49-50, электромагнитную муфту 51, коническую пару 52-53, цилиндрическую пару 54-55 и винт ХХVII с шагом t = 4 мм.
Ручное перемещение стола осуществляется маховиком 58 через муфту 57.
Вертикальное перемещение стола осуществляется от вала ХХIV через пары 49-61, 62-63 и винт XXIII с t = 6 мм. Ручное перемещение — от маховика 72 через муфту 71, конические пары 70-69, 69-68, 67-66 и цилиндрическую пару 62-63.
Механическое перемещение фрезерной бабки осуществляется при включении электромагнитной муфты 37 от вала ХV через коническую пару 38-39 и винт XX с t = 6 мм.
Ручное поперечное перемещение — от маховика 46 через муфту 45 и коническую пару 41-40. Привод подач станка обеспечивает получение подач рабочих органов от 10 мм/мин до 1000 мм/мин и ускоренный ход — 1800 мм/мин. Регулирование подач — бесступенчатое и производится двигателем постоянного тока 29.
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим — салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
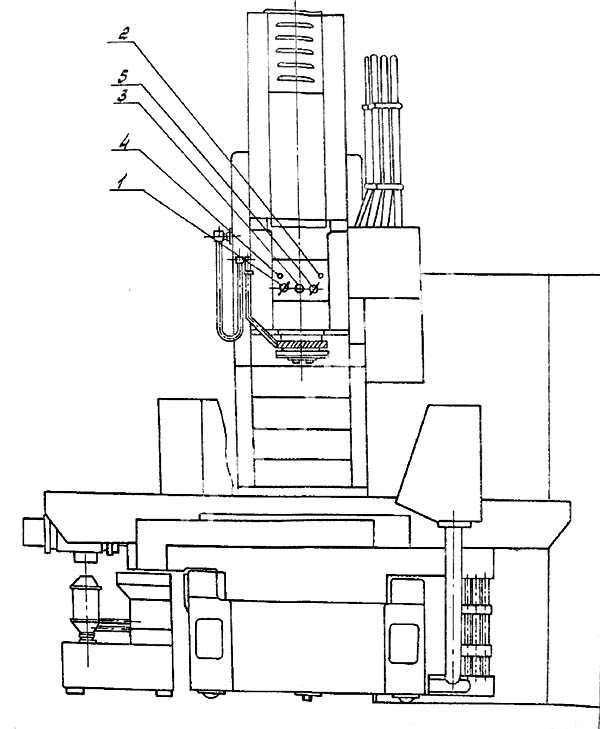
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку «Толчок» на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим — гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя — двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Электрооборудование станка модели 67К25ПФ2
На станке установлены:
- Двигатель гидравлики M1
- Электронасос СОЖ М2
- Электродвигатель шпинделя М3
- Электродвигатель постоянного тока для перемещения рабочих органов
По желанию заказчика станок может комплектоваться быстроходной головкой с электродвигателем М4.
В управлении станком использованы следующие величины напряжений:
- Силовая цепь 3-50 Гц 380 В
- Цепи управления переменного тока 110 В 50 Гц
- Цепи управления и сигнализации постоянного тока 24 В
- Цепь местного освещения 24В 50 Гц
Схема гидравлическая фрезерного станка 67К25ПФ2
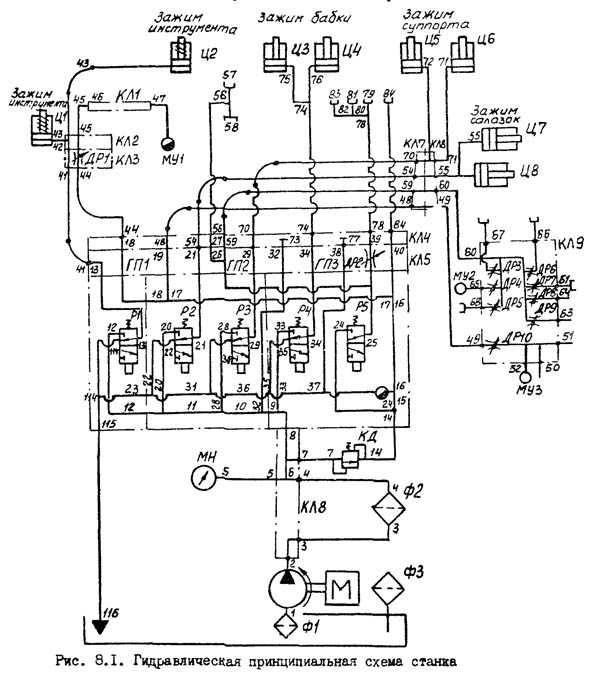
Схема гидравлическая фрезерного станка 67К25ПФ2. Смотреть в увеличенном масштабе
Технические характеристики фрезерного станка 67К25ПФ2
| Наименование параметра | СФ676 | 67К25ПФ2 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125..375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 450 | 400 |
| Наибольший ход шпиндельной бабки (Y), мм | 300 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Механиз | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Вертикальный и горизонтальный столы | ||
| Количество подач стола в продольном и поперечном направлении | б/с | б/с |
| Пределы продольных и поперечных подач стола (X. Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Угловой горизонтальный стол | ||
| Число Т — образных пазов | 5 | |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | |
| Наклон длинной стороны, град | ±45 | |
| Наклон короткой стороны, град | ±30 | |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | |
| Габаритные размеры, мм | 338 х 485 х 140 | |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 4 | |
| Электродвигатель главного привода, кВт | 3 | 3 |
| Электродвигатель привода подач, кВт | 1,3 | |
| Электродвигатель смазки и зажима инструмента и направляющих, кВт | 0,55 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 3,12 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1200 х 1240 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 1050 | 1350 |
Связанные ссылки. Дополнительная информация
Каталог справочник широкоуниверсальных фрезерных станков
Паспорта к широкоуниверсальным фрезерным станкам и оборудованию
67К25ПФ2 станок фрезерный универсальный с ЧПУ: — паспорт, (djvu) 1,58 Мб, Скачать
stanki-katalog.ru
