Принципиальная схема сварочного инвертора для различных моделей
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
 Принципиальная схема сварочного инвертора
Принципиальная схема сварочного инвертораЭлементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
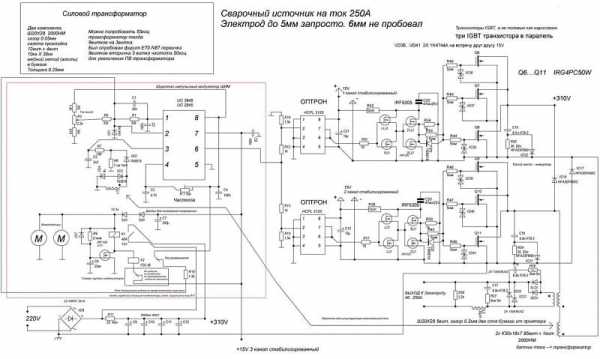
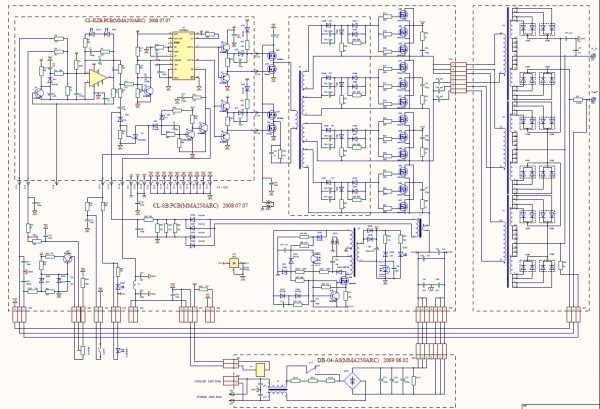
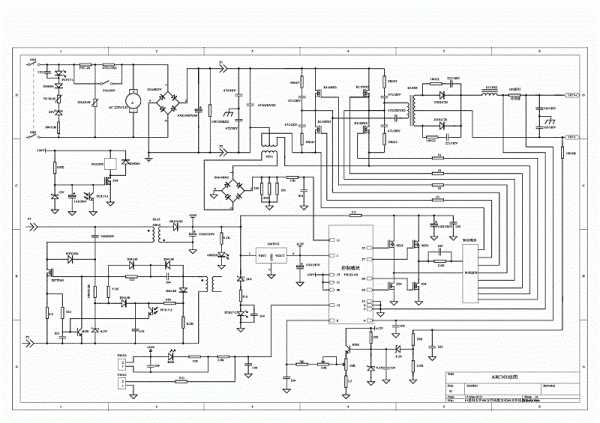
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.

- Сварочный аппарат Сварис

- Принципиальная схема сварочного инвертора Сварис
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
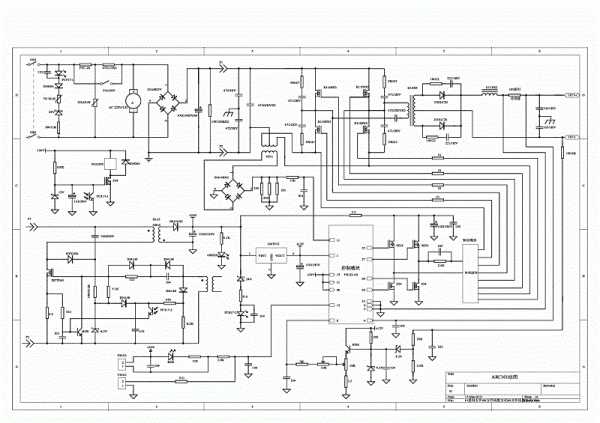
Схема инвертора ММА-200
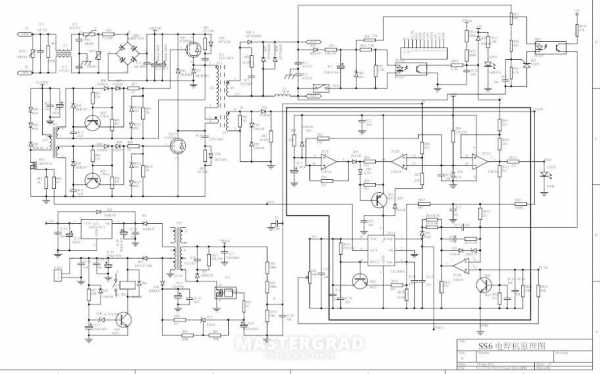
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

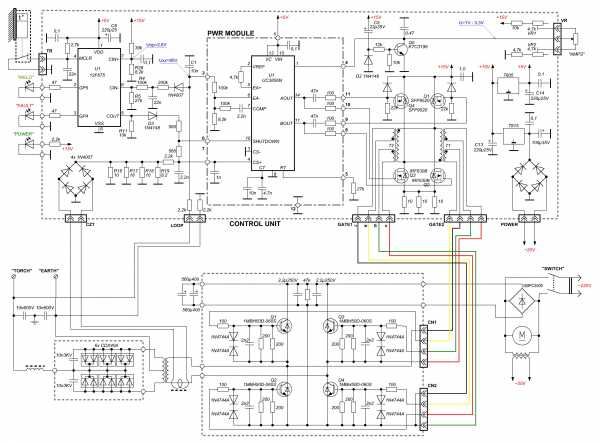
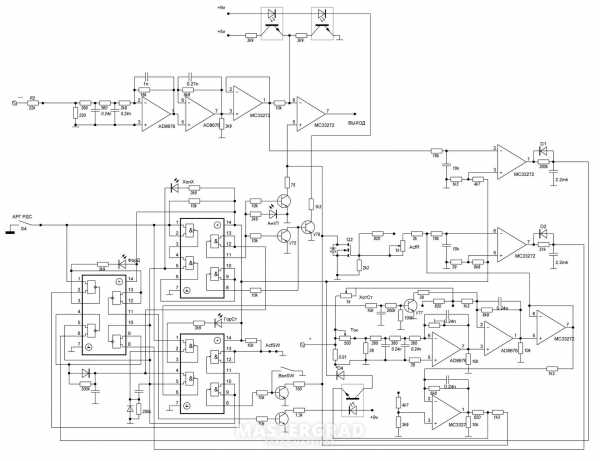
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
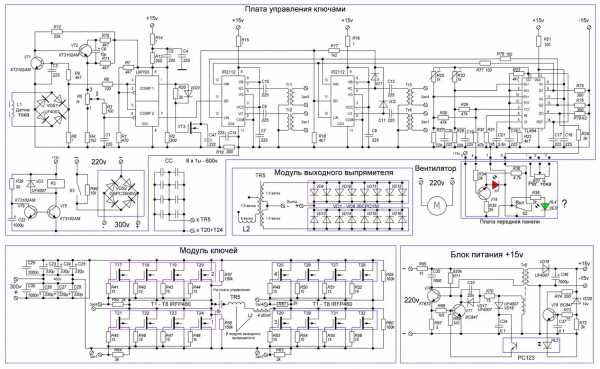
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
- Инвертор САИ 200

- Принципиальная схема сварочного инвертора САИ 200
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварис 200 Схема Электрическая Принципиальная
Его используют при сварке: Цветного металла.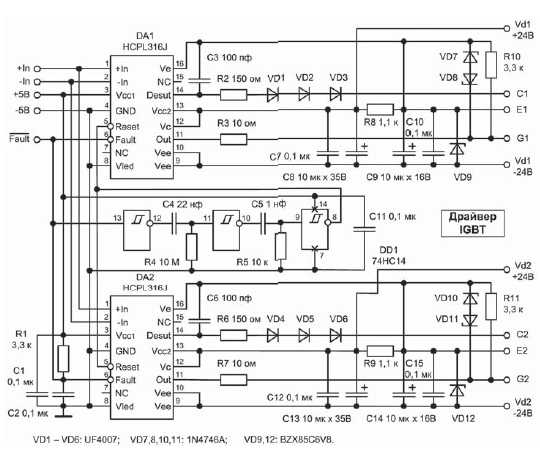
Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления.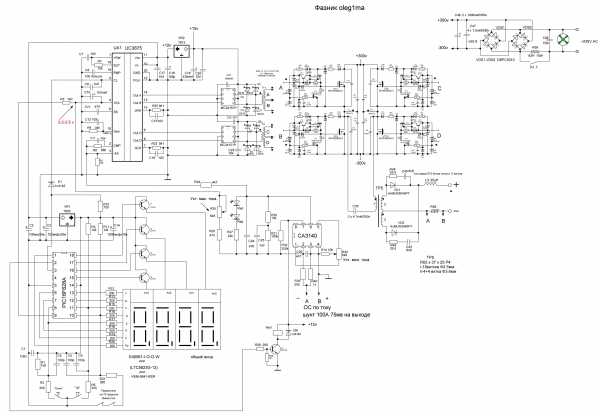
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Сварка «Сварис 200»
Но подсчитать его не составит никакого труда.
Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.
Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.
Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.

Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
Элементы электрической схемы сварочных инверторов
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда.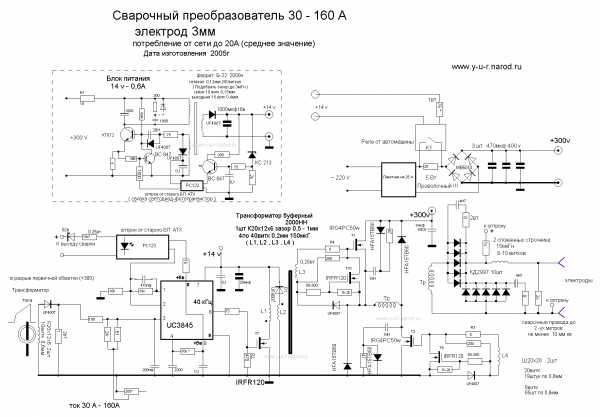
Видео До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.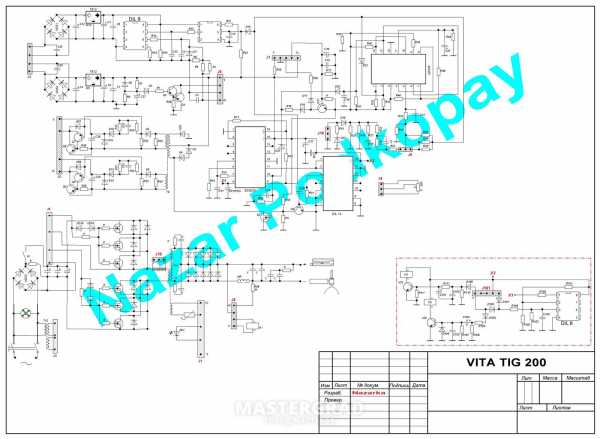
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору.
Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся.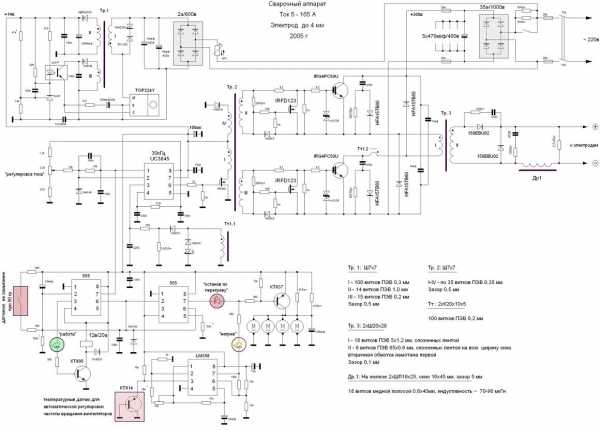
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент не всегда же пользоваться папиным. Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
Поэтому его вес десятки килограмм, что не совсем удобно.
При этом измерялось напряжение на клеммах: Все работает нормально.
Ремонт дежурки инвертора РЕСАНТА САИ 220
2 пользователя(ей) сказали cпасибо:
В отличии от arc , схема новой модели лишена основных недостатков.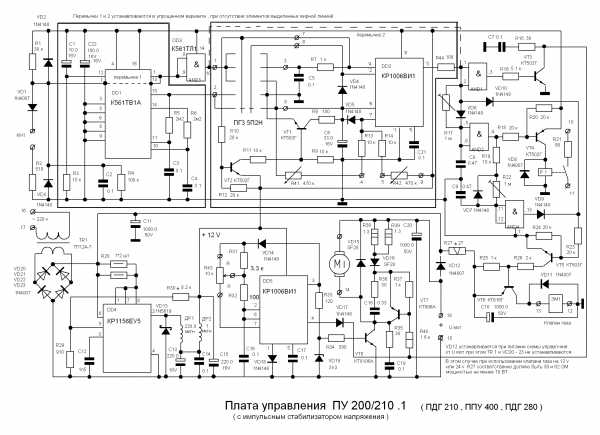
Инвертор перестал варить. Входной выпрямитель — это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу.
Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. В каждом плече в параллель стоят по два или по три мощных полевика.
Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, то есть в одну сторону высокое, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Схема управления преобразователем. Короткое замыкание — неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Микросхема управления является основным элементом конструкции.
Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. При изменении тока нагрузки они изменяются. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Взаимодействие основных узлов и деталей инвертора
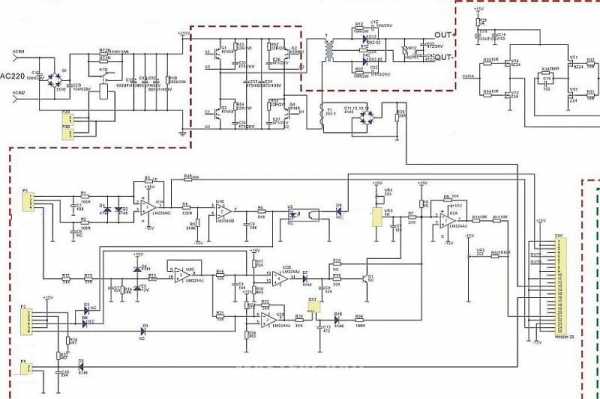
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
Рекомендуем: Измерение полного сопротивления петли фаза нуль
В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль то есть микросхема закрыта и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
схема электрическая принципиальная и ее особенности
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ. После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Коротко о самой схеме. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов.
Ремонт сварочного аппарата KAISER NBC 200 250. Схема
tokzamer.ru
Схема сварочного инвертора сварис 220
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.

При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Виды инверторных источников сварочного тока
Дуговая, автоматическая и полуавтоматическая сварка
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Инверторы для плазменно-дуговой резки
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Особенности принципиальной электрической схемы сварочного аппарата
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Описание принципа работы схемы сварочных инверторов
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Принцип функционирования выходного диода
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Универсальность принципиальной схемы сварочного инвертора
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Возможности изготовления инверторов на основе принципиальной схемы
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
 Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
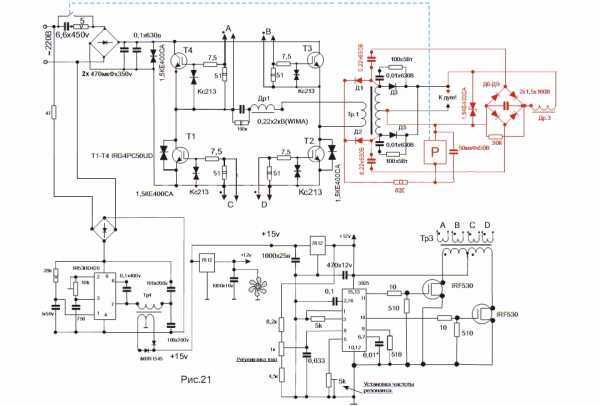
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Поэтапное описание сборки
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
 После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Как пользоваться аппаратом
 После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
—> —>
| —>Главная » —>Каталог » Схемы инверторов MMA |
| —>В категории материалов : 233 —>Показано материалов : 1-10 | —>Страницы : 1 2 3 . 23 24 » |
—>Сортировать по : Дате · Названию · Рейтингу · Комментариям · Загрузкам · Просмотрам
Схема сварочного инвертора Микро СВИ-205
Схема сварочного инвертора Fubag IN 160
Схема сварочного инвертора FUBAG IN 130
Схема сварочного инвертора FUBAG IN 163
Схема сварочного инвертора FUBAG IN 190
Схема сварочного инвертора Ресанта САИ-140SE
Схема сварочного инвертора FUBAG IN 206
Схема сварочного инвертора НЕОН ВД-160
Cхема сварочного инвертора Ресанта-160 бп Top222
«>
crast.ru
Радиосхемы. — Схемы сварочных инверторов
схемы сварочного оборудования
 В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
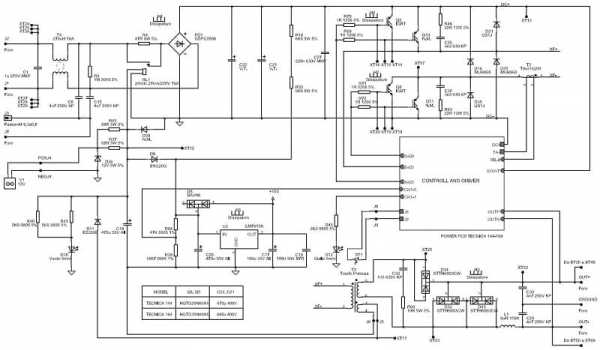
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160….TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
radio-uchebnik.ru
Сварис 220 принципиальная схема — Портал о стройке
У большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу с габаритами конструкции.

На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у всех их очень схожий принцип действия. Чтобы смастерить инвертор сварочный своими руками или починить его, необходимо понять, как функционируют в нем внутренние схемы.
Содержание статьи:
Сварочный инвертор своими руками схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвера силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
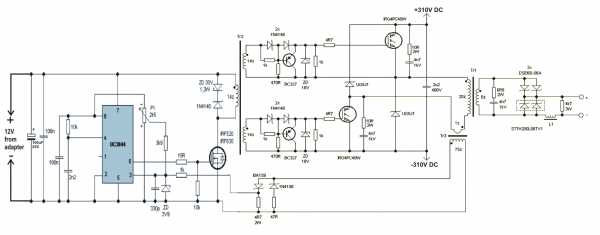
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
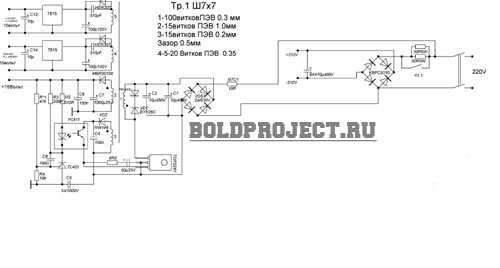
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Изготавливая сварочный инвертор своими руками схемы для понимающего человека играют самую важную роль. Ниже приведена еще одна из них, на которой изображена силовая часть.
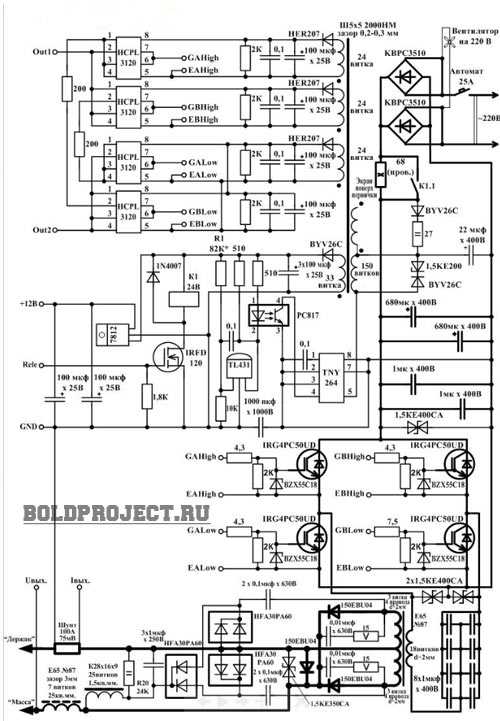
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Чтобы настроить блок питания, необходимо подобрать сопротивление таким образом, чтобы напряжение, которое подается на питание реле, равнялось 20-25 В.

Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик. Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.

Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.

Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, сопровождаясь мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного сгорания устройства. Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается слишком чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтоб не ухудшить ситуацию.
Source: BoldProject.ruЧитайте также
stroyka.ahuman.ru
Схема инверторного сварочного аппарата Микроша 200 и 220
Описание работы схемы электрической принципиальной сварочных инверторных аппаратов
_ «МИКРОША»
Высокое разрешение изображения
При включении в сеть замыкаются 2 группы контактов выключателя S1. При этом S1.1 подключает напряжение питания к диодному мосту сетевого выпрямителя через конденсатор С7. На частоте 50 Гц конденсатор имеет реактивное сопротивление несколько сотен Ом, что позволяет обеспечить плавную зарядку электролитических конденсаторов сетевого фильтра. Цепь S1.2 включает цепь питания реле. По мере зарядки конденсаторов цепи +300В, заряжается и конденсатор временной задержки С13 через резисторы R44, R45, R50. При достижении напряжения на нем уровня +2,5В управляемый стабилитрон VD15 открывается, реле К1 срабатывает, шунтируя своими контактами С7.
При неисправности в высоковольтной цепи +300В ( транзисторы, либо эл. конденсаторы- утечка ), VD15 не откроется, напряжение +15В будет присутствовать на его катоде и резисторе R25, транзистор VT1 откроется, шунтируя терморезистор R4, что вызовет срабатывание компаратора на ОУ2 «ПЕРЕГРЕВ, АВАРИЯ» и блокировку ШИМ контроллера.
Блок питания +15В построен на ТОР258GN. Представляет собой DC-DC преобразователь без гальванической развязки. Сумма напряжений стабилитронов VD5 и внутреннего стабилитрона микросхемы 5,6В задает величину выходного напряжения ( 5,6+9,1=14,7В ). Параллельно внутреннему установлен защитный стабилитрон VD6. Кроме того VD16 защищает цепь питания от непредвиденных ситуаций и при превышении уровня напряжения вызывает срабатывание защиты микросхемы по току.
КОМПАРАТОРЫ ЗАЩИТ
М/сх IC2 — LM224D : ОУ2 выв.5,6,7 – на вывод 5 подается опорное напряжение 2,3В с делителя R5, R6. На инвертирующий вход 6 – с делителя R3, R4. При нагреве радиатора диодов сопротивление терморезистора уменьшается с ростом температуры. Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
ОУ1 выв. 1,2,3 – мониторит напряжение +15В. Опорное — R22, VD8, измеряемое – R20, R21. При включении аппарата, при достижении уровня питания +13,5В на выв.1 появляется лог.0. При снижении напряжения менее 11,5В – лог.1, поступающая на сумматор ОУ3 (5,6,7), запрещая подачу питания на ШИМ контроллер IC4. Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
ОУ3 выв. 5,6,7 – компаратор-сумматор. При появлении на входе 10 хотя бы одного сигнала: а) с термодатчика №1 через R37, б) с компаратора питания через R35, в) с термодатчика №2 через R40, вызывает появление напряжения высокого уровня на выводе 8, которое запирает транзистор VT6, блокируя подачу питания ШИМ контроллера.
Работа термодатчика №2 на IC3 ничем не отличается от описанного ранее №1. Он устанавливается на аппараты с ферритовыми сердечниками и настроен на температуру срабатывания по перегреву феррита 95-100 С. На модификациях с нанокристаллическими сердечниками он отсутствует.
ОУ4 выв. 12,13,14 – усилитель ошибки. Сигнал с трансформатора тока TV1 выпрямляется диодным мостом VD11-VD14, интегрируется цепью R23, C12 и через резистор R38 подается на инвертирующий вход 13 ОУ. На его неинвертирующий вход приходит напряжение задания величиной от 0В до +5В с резистора регулировки тока сварки R88. Величина проинтегрированного напряжения с ТТ имеет аналогичный порядок. Напряжение управления с вывода 14 IC2 через делитель/интегратор R54, R63, C24 поступает на вывод 2 IC4 ШИМ контроллера для регулировки тока по среднему значению. R32, C14 – цепь коррекции.
IC4 – SG2525AP – двухтактный ШИМ контроллер. Рабочая частота для ферритовых сердечников в моделях 160, 180 – 60 кГц. Для нанокристаллических – 42 кГц. Для моделей 200 и 220 – 42 кГц для любых сердечников. Стандартное включение. Цепи коррекции. Выходные сигналы усиливаются транзисторными сборками IC5, IC6 для раскачки трансформатора гальванической развязки ( ТГР ). На выходах ТГР – предусилители-корректоры (драйвера) выполнены по схеме с отрицательным смещением в паузе. На затворы силовых транзисторов подается сигнал, имеющий в импульсе амплитуду +15В, в паузе -2,7В. Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Силовая часть – полумостовой квазирезонансный преобразователь. Частота коммутации выше резонансной частоты, образованной контуром С44, 45, 46, 47, 50, 51 совместно с индуктивностью рассеяния трансформатора, в связи с чем форма вершины импульса тока имеет несколько колоколообразный, закругленный вид и ток выключения транзистора не превышает его тока включения, не взирая на отсутствие выходного дросселя. Силовой трансформатор имеет соотношение витков 14/6=2,33 что позволяет работать при низком напряжении в электросети. Для 200-220 модификаций с ферритовыми сердечниками 16/7=2,28, с нанокристаллическими – 11/5=2,2.
Защита от приваривания электрода. При наличии дуги на выходе – напряжение на С49 всегда будет более 18В. Оптрон ОС3 открыт. Напряжение задания с R88 поступает на усилитель ошибки IC2 (выв.12). При КЗ на выходе С49 разряжается через R114,115,116 в течении 0,5-0,8 сек. Далее оптрон закрывается и напряжение задания падает до минимально возможного значения.
Регулировка тока и форсажа производится переменными резисторами R88, R91. При горящей дуге выходное напряжение составляет не менее 18В. При дуговой сварке покрытым электродом дуга при меньшем значении напряжения существует кратковременно и стремится потухнуть. Выходное напряжение интегрируется цепью R96, R97, R111, C65. При его штатном значении стабилитрон VD34 открыт, транзистор оптрона ОС2 так же открыт, шунтируя переменный резистор «форсаж». При значениях выходного напряжения, стремящихся к КЗ, т.е. менее 18В, стабилитрон закрывается, транзистор оптрона так же закрывается и резистор R91 подключается в цепь задания тока, увеличивая его на заданную величину. Это же значение поступает на второй аналоговый вход процессора – выв. 3 платы индикации. Контроллер индицирует изменяющиеся значения тока уставки.
Ограничение выходной мощности осуществляется оптроном ОС1. Вызвано необходимостью снижения выходной и потребляемой мощности при значительном, нештатном растягивании дуги, либо при тестировании оборудования с помощью балластного реостата на большом, не соответствующем ГОСТ значении сопротивления нагрузки. Т.к. аппараты имеют большой запас по Ктр силового трансформатора и соответственно по возможности ШИМ регулирования, то могут тянуть дугу, например модели 200 и 220 до 40В при 200А. Это вызывает перегрузку диодных мостов, эл. конденсаторов и т.д. Делитель R87, R89 подобран таким образом, что для моделей 160, 180 ограничение начинается при превышении напряжением значения 27,5В, для 200, 220 – 30В. При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
Измерение напряжения электросети . По цепи делителя VD39, C37, R95, R101, R102, через LC фильтр L2, C55 измеряемое напряжение подается на выв.2 платы индикации и поступает на первый аналоговый вход контроллера PIC18F14K22. Процессор периодически выводит значение напряжения на индикатор, сменяя значение тока уставки.
Плата индикации. Программа прошивается и проверяется до установки в основную плату. Задействованы оба АЦП и один цифровой вход процессора. При поступлении сигнала «ПЕРЕГРЕВ», либо значения напряжения сети менее 85 и более 255 вольт, выдается сигнал блокировки работы с вывода 7 платы, который поступает через резистор R49 на базу транзистора VT2, вызывая по цепям ОУ блокировку ШИМ контроллера. Возможна только калибровка по напряжению сети. Для этого необходимо при выключенном аппарате замкнуть «джампером»(перемычкой) двухштыревой разъем на плате индикации. Установить с ЛАТРа сетевое напряжение 220 вольт. Включить аппарат. При этом на индикатор будет выводиться мигающее значение 220. Контроллер измеряет, усредняет и запоминает это напряжение, как эталонное, в течение некоторого времени. Для ранних моделей – 30 сек, для более поздних – 10 сек. Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР. ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
РЕМОНТ
При проверке работы схемы управления от блока питания, без подачи высокого напряжения, подать +15В в схему, подпаявшись, например к VD16. Предварительно необходимо заблокировать защиту от пониженного напряжения электросети, для чего замкнуть проволочной перемычкой резистор R26.
При проверке моделей 200, 220 необходимо подать напряжение +27В, подпаявшись к местам пайки выводов вентиляторов.
Проверить осциллографом наличие импульсов +15, -3В на затворах транзисторов FGh50N60SMD.
ВНИМАНИЕ ! Нельзя менять местами провода, идущие с сетевого выключателя S1.1, S1.2. Одна группа контактов коммутирует напряжение сети. Другая, напряжение питания реле. При попадании напряжения сети в цепь питания реле, как минимум придется заменить VD15, VD16. На ранних моделях применялся выключатель большего размера для коммутации полного тока, потребляемого от сети. Данные выключатели показали свою крайнюю ненадежность, в связи с чем и была произведена модернизация с изменением цепей коммутации.
НЕИСПРАВНОСТИ
1. Ток не регулируется. На индикаторе значение 00. Поломка переменного резистора регулировки в результате фронтального удара. Заменить резистор 10 кОм .
В моделях выпуска с февраля 2015 г. резисторы заменены на другие, с дополнительным креплением к плате. Печатная плата изменена. Крышка корпуса удлинена на 5 мм для дополнительной защиты регуляторов.
2. Вращение регулятора «ФОРСАЖ» изменяет значение тока. Ток при попытке сварки минимален, сварка невозможна. Повышенное напряжение холостого хода +95_+115В. Причина — отсутствует контакт выхода + с диодом VD37. Осуществляется через заклепку на радиатор крепления диодов VD35, VD36. Устранение неисправности — припаять провод к диоду VD37, другой конец к выходной клемме +. На последних моделях провод добавлен штатно, дублируя контакт через заклепку.
Аналогично проверить контакт минусового провода на оптроны ОС2, ОС3.
3. Блок питания делает попытки запуска и уходит в защиту. Либо при напряжении от ЛАТР 80 – 230 В запускается штатно, а при подаче напряжения сети 230-250В начинает «икать» или запускается, а через некоторое время снова уходит в защиту. Причина – повышенное потребление тока схемой управления. Разрядив сетевые электролиты, подать напряжение от лабораторного блока питания, зашунтировав R26. Проверить осциллограммы на затворах. Проверить потребление тока от лабораторного БП. Оно не должно превышать величину 1 ампер. При повышенном потреблении тока отпаять выводы вентиляторов. Проверить потребление тока каждым вентилятором в отдельности. В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту. Изменить порог защиты по току в данной м/сх невозможно.
4. Выход из строя силовых транзисторов в результате попадания влаги, грязи и т.д. пояснений для опытных мастеров не требует. Замена сложности не представляет. Необходимо зачистить от лака радиатор по краю места посадки транзисторов. Проверить исправность стабилитронов в драйверах, затворных резисторов. Подать питание от БП, как описано ранее и проверить осциллограммы.
5. Выход из строя диодного моста GBPC3508W. Аппарат молчит. Все напряжение сети приложено к конденсатору С7. Его реактивное сопротивление позволяет аппарату находиться в таком положении сколь угодно долго. Прозвонить мост. Заменить. Если перегрев произошел по причине повреждения заднего вентилятора – заменить вентилятор.
6. Постоянно светится «ПЕРЕГРЕВ». Пробой конденсатора С5 из-за наводок. Прозвонить Заменить на 0,1 мкфх100В размер СМД 1206, либо выводной.
7. Индикатор мигает, отображаемые цифры «999» — Сбой памяти контроллера. Необходимо перекалибровать по напряжению сети, как описано выше, в описании платы индикации.
Принцип работы схемы аппаратов 200 и 220 ампер аналогичен. Нумерация компонентов сохранена.
С уважением, инженер-конструктор
Малик Э. В.
don220.ru
Радиосхемы. — Ресанта САИ- 220
категория
Схемы сварочных инверторов

Общие характеристики
|
Диапазон рабочего напряжения, В |
140-260 |
|
Максимальный потребляемый ток, А |
30 |
|
Напряжение холостого хода, В |
80 |
|
Напряжение дуги, В |
28 |
|
Диапазон регулирования сварочного тока, А |
10-220 |
|
Продолжительность нагружения, % |
70% 220A |
|
Максимальный диаметр электрода, мм |
5 |
|
Класс защиты |
IP21 |
|
Масса, кг |
5 |
во вложении к данной странице вы найдете схемы сварочных инверторов Ресанта САИ-220, САИ- 220К, САИ-220ПН, САИПА- 220, взятые из различных источников.
В архивах содержаться схемы модулей, применяемых в данном изделии:
САИ-220 ENDU180_V1, ENDU180J_V1, ENDU180J_V2, ENDU180J_V3, ENDU180J-W
САИ-220К ENDU180SD, ENDU180SD-W
У нас на сайте все в свободном доступе, а следовательно скачать схемы сварочного инвертора Ресантна САИ-220 можно совершенно бесплатно и без регистрации.
Для просмотра файла вам потребуется архиватор и программа для открытия файлов формата PDF. Все это вы можете скачать на нашем сайте в разделе СОФТ.
Покупаете, продаете или ремонтируете сварочные инверторы? Разместите бесплатное объявление в разделе РАДИОРЫНОК
Есть вопросы по ремонту? Заходите к нам на форум!
radio-uchebnik.ru
