Негуляев В.Ю. — Сварочный инвертор
Естественно определившись с током нельзя забывать и о рабочем напряжении, в мостовой схеме на транзисторах напряжение не превышает напряжение питания,
или проще говоря не может быть больше 310 вольт, при питании от сети
220 вольт. Исходя из этого выбираем транзисторы с допустимым напряжением
не ниже 400 вольт. Многие могут сказать, что мы поставим сразу на 1200, это мол
будет над¸жнее, но это не совсем так, транзисторы одного вида, но
на разные напряжения могут очень сильно отличаться! Приведу пример: IGBT
транзисторы фирмы IR типа IRG4PC50UD — 600В — 55А, а такие же транзисторы на 1200 вольт IRG4PH50UD — 1200В — 45А, и это ещ¸ не все отличия, при равных токах на этих транзисторах различное падение напряжения, на первом 1,65В, а на втором 2,75В! А при токах в 20 ампер это лишние ватты потерь, мало того, это мощность которая выделяется в виде тепла, е¸ необходимо
отвести, значит нужно увеличивать радиатор почти в два раза! А это дополни —
тельный не только вес, но и объ¸м! И вс¸ это необходимо помнить
при выборе силовых транзисторов, но и это ещ¸ только первый прикид! Следующий этап, это подбор транзисторов по рабочей частоте, в нашем случае
параметры транзисторов должны сохраняться как минимум до частоты 100 кГц!
Есть один маленький секрет, не все фирмы дают параметры граничной частоты для работы в резонансном режиме, обычно только для силового переключения,
а это частоты, как минимум в 4 — 5 раз ниже, чем граничная частота при
использовании этого | же самого транзистора в резонансном режиме. |
Это немного расширяет | район наших поисков, но и с такими параметрами имеется |
несколько десятков транзисторов разных фирм. Самые доступные из них, и по цене и по наличию в продаже это транзисторы фирмы IR. В основном это IGBT но
есть и хорошие полевые транзисторы с допустимым напряжением 500 вольт, они хорошо работают в подобных схемах, но не очень удобны в крепеже, нет отверстия в корпусе. Я не буду рассматривать параметры включения и выключе — ния этих транзисторов, хотя это тоже очень важные параметры, коротко скажу, что
для нормальной работы IGBT транзисторов необходима пауза между закрытием и
открытием, чтобы завершились все процессы внутри транзистора, не менее 1,2 микросекунды! Для MOSFET транзисторов, это время не может быть менее 0,5 микросекунды! Вот собственно все требования к транзисторам, и если все они будут выполнены, то Вы получите над¸жный сварочный аппарат! Исходя из всего
выше изложенного — лучший выбор это транзисторы фирмы IR типа IRG4PC50UD,
IRG4PH50UD, полевые транзисторы IRFPS37N50A, IRFPS40N50, IRFPS43N50K. Эти транзисторы были опробованы и показали свою над¸жность и долговечность при
работе в резонансном сварочном инверторе. Для маломощных преобразователей,
studfile.net
Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
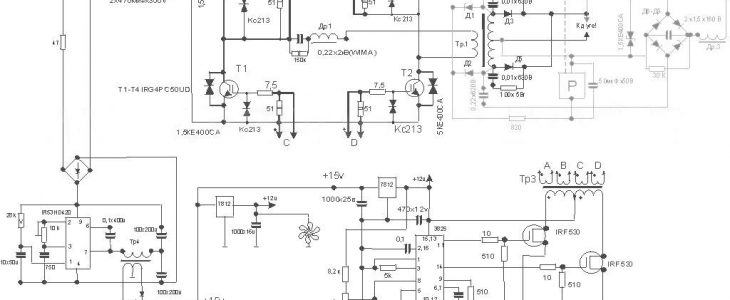
Самая важное при конструировании или ремонте покупного или самодельного инвертора — его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
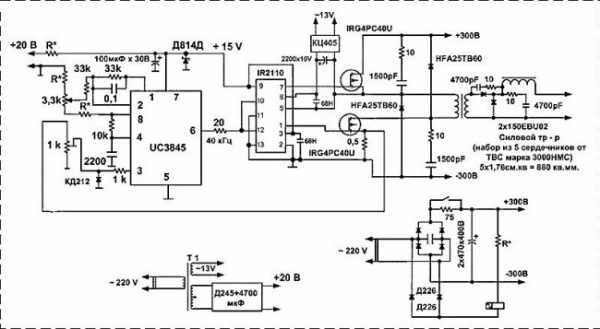 Принципиальная электрическая схема сварочного инвертора
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
 Кольца обмоток
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
 Схема: разобранный сварочный инвертор
Схема: разобранный сварочный инверторВес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
 Инвертор из компьютера
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
www.asutpp.ru
Сварочный инвертор своими руками.
Сварочный инвертор своими руками.
За несколько лет исследований схемных решений построения сварочных инверторов, радиолюбительских и промышленных конструкций я пришел к некоторым выводам с которыми я и хочу поделится. При построении инвертора в основном используется схема косого или полного моста. Схемных решений косого моста предостаточно. Одна из них выложена на сайте http://svarka200748.narod.ru/ Схема не имеет лишних наворотов и легко настраивается. Многолетнее использование этого аппарата подтвердило надежность и неприхотливость к сетям данного инвертора. Для бытовых нужд и особенно на даче, где сетевое напряжение скачет, данный инвертор, незаменим. А вот о мостовых схемах мало что написано. Куда не сунься, везде фигурирует одна схема господина Негуляева.
Вот по этой схеме и хочется порассуждать. Ну во первых это не резонансный инвертор, а квазирезонансный. В чем разница можно почитать в интернете. И столько хвалебных слов написано в адрес этой схемы. Давайте попробуем разобраться, так ли все хорошо, или господин Негуляев не все договаривает. Или сам того не знает. Резонансная схема настраивается под конкретную нагрузку, о чем сам автор и пишет в рекомендациях по его настройке. Кстати сама настройка требует иметь сопротивление 0.13 ома и мощности в несколько киловатт, а это вопрос не такой уж и простой. И все это в итоге ради более высокого кпд на 160 или 200х амперах? Но мы же не будем варить только таким током. Весь фокус в том, что как только я изменю или нагрузку (сменю электрод 4ку на 3ку ) или частоту задающего генератора при помощи которого регулируется сварочный ток, все свойства резонансной схемы теряются. Транзисторы переходят в режим жесткого переключения, как и в любой другой схеме. В итоге, мы на этом аппарате практически не будем пользоватся резонансными свойствами данного инвертора, и стоит ли тогда городить огород? Далее у него нет на выходе дросселя, якобы резонансный дроссель включенный последовательно с первичной обмоткой силового транса, играет роль и резонансного дросселя и выходного. Надо же так извратится. Видимо все, и радиолюбители и промышленные разработчики глупцы, раз на выходе инвертора, будь тот хоть прямоходовой или квазирезонансный ставят дроссель. В различных публикациях он приводит много различных схем для усовершенствования своего аппарата. Если их все собрать воедино то боюсь его 2х корпусов не хватит. А ведь UC3825 позволяет сделать нормальный аппарат обеспечивающий хорошие характеристики. Осуществлять обратную связь по току, чего Негуляев в своей схеме не предусмотрел, и следствие большие токи при залипании электрода. Да и сечение провода которым мотается силовик и дроссель у него явно занижено. В описании своего инвертора господин Негуляев приводит ещё одну схему регулирования тока при помощи ШИМ см.сх.
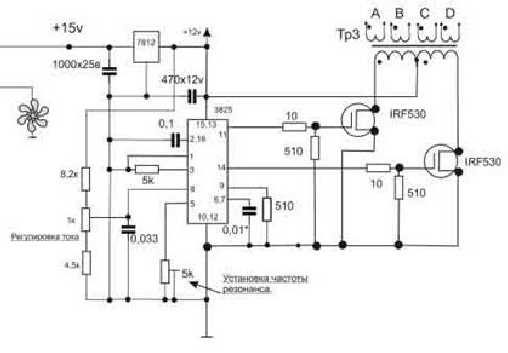
Интересно, а сам Негуляев пробовал собирать по данной схеме, я сильно сомневаюсь иначе он не стал бы её предлагать широкой аудитории. Меняя напряжение на 8 ноге UC3825 мы меням скважность изначально, а следовательно выходное напряжение на выходе сварочного аппарата, это легко проверяется подключением любой лампочки на выход сварочника.
Меням скважность и меняется напряжение на лампочке, и если я захочу варить 2кой и установлю ток якобы для сварки 80 амперами, то из низкокого напряжения на выходе я сомневаюсь что легко будет зажечь дугу. Мы прекрасно знаем, что у сварочника должна быть падающая характеристика, и изначально напряжение должно быть порядка 60 вольт. И вот чтобы в полной мере получить эти харктеристики и получить стабильный ток, у микросхемы UC3825 существуют 2 входа 1 и 2 нога. 2 нога это прямой вход , а 1 нога инверсный. Используя эти входа мы легко осуществляем обратную связь по току. Позднее я приведу схему где и осуществленна эта регулировка, кстати все промыщленные инвертора построенны по такому принципу, кроме тех где управляются контроллером. Пляшем дальше. Господин Негуляев предлагает мотать силовой транс на одном сердечнике, правда признается что после 5 минут работы транс разогревается до 90 градусов, зато экономия веса 0.5 кг. Интересно кому нужна такая экономия? Другое дело если бы речь шла между пяти и пятьюдесяти килограммами. 5 минут варить полчаса курить. Не думаю что кто то захочет иметь такой сварочник. Да еще паражает где он нашел такую хитрую формулу расчета импульсных трансформаторов, в которой количество витков что с одним сердечником что с двумя почти одно и тоже. Вот выдержка из его рекомендаций.
mihkrd.narod.ru
